A sunken ancient ship lies beneath the seabed at the mouth of a sea, covered entirely by underwater sediment. To carry out the conservation and archaeological work of the ancient ship, it is necessary to protect the entire ship and its various artifacts completely. Therefore, in the process of salvaging the entire sunken ship, a non-contact method is employed to salvage the ancient ship as a whole to prevent damage. As a key salvaging device throughout the entire process, this apparatus is mainly composed of components such as side end plates, a top beam, a starting frame, and an arc beam, as illustrated in Figure 1.
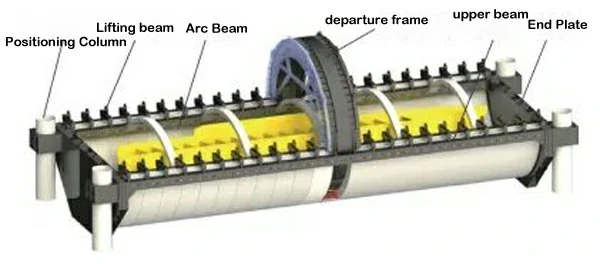
Figure 1 Schematic structure of the underwater sunken ship salvaging device
During the salvaging process, the arc beam components are pre-installed inside the launching frame. The electric motor in the starting frame drives the gear, propelling the arc beam to rotate around the center of the launching frame in a circular motion along the arc rack and the arc roller surface. Several arc beams are connected to form a whole, enveloping the entire sunken ship. The connecting structure between the arc beams is illustrated in Figure 2. Finally, using a lifting beam, all the arc beams, along with the sunken ship, are lifted out of the water.
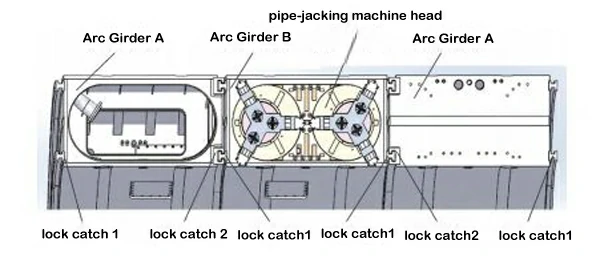
Figure 2 Schematic of the arc beam connection structure
The arc beam components are large welded steel structures made of Q355B material, forming a semi-circular structure with a diameter of approximately 20 meters. The cross-section of the arc beam is a rectangular frame structure with outer dimensions of about 1m × 2m. The device comprises over 20 arc beams of the same size and specifications. The structure of the arc beam components is shown in Figure 3.
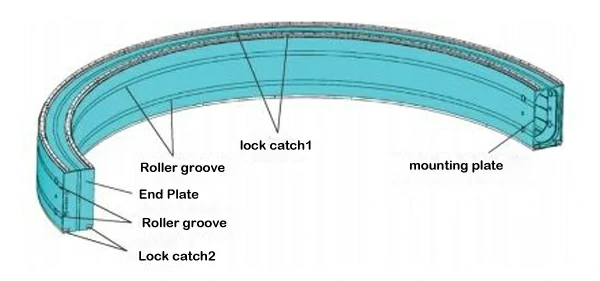
Figure 3
To ensure the smooth operation of the entire arc beam, there are high precision requirements for the manufacturing of the arc beam. After welding, the dimensional tolerances and geometric tolerances of the inner and outer arcs, as well as the upper and lower planes, must be controlled within ±5mm. After mechanical processing, the arc diameter size accuracy of the inner and outer arc roller grooves and the distance size accuracy between the upper and lower plane arc plate male and female locking slot surfaces must be controlled within ±0.4mm. The perpendicularity tolerance between the male and female locking slot mounting surface of the upper and lower plane arc plates and the roller guide groove mounting surface of the inner and outer arc plates must be controlled within ±0.4mm. The coaxiality of the upper and lower arc roller groove mounting surfaces of the inner and outer arcs must be controlled within ±0.4mm.
(1) Welding Fixtures
In order to meet the welding precision requirements of the core arc beam component of the salvaging device, reduce welding deformation, and ensure that the machining allowance on the welding structure of the arc beam is small and uniform for easy subsequent mechanical processing of the mating installation surfaces, the dimensional accuracy of each arc beam, especially the roundness of the arc surface after welding, is controlled within ±5mm. A dedicated welding clamping and positioning fixture for arc beam components has been designed
Overview of Welding Fixture:
A reference point is set on the horizontal ground, a central axis is established perpendicular to the ground, serving as the measurement reference point for the welding fixture of the salvaging device's arc beam. The fixture and parts are oriented with one side near the central axis as the inner side and the opposite side as the outer side. Multiple radial support beams are laid out radially with the central axis as the center, with some instances having 8 radial support beams arranged at equal intervals to form a semi-circle. The radial support beams are arranged in two layers, including bottom radial support beams and top radial support beams. Longitudinal support beams and inclined reinforcing ribs connect the bottom radial support beams, and the top radial support beams provide longitudinal support. Inner and outer positioning blocks are set on the radial support beams. The bottom inner positioning block and bottom outer positioning block are set on the bottom radial support beam, while the top inner positioning block and top outer positioning block are set on the top radial support beam. The outer end face of the bottom inner positioning block and top inner positioning block is at a distance from the central axis equal to the radius of the inner arc surface of the arc beam. The inner end face of the bottom outer positioning block and top outer positioning block is at a distance from the central axis equal to the radius of the outer surface of the outer arc plate of the arc beam. The above errors are controlled within a range of 0.5mm.
(2) Welding Process
The welding process is described as follows:
To address the manufacturing precision requirements and the issue of batch processing for the core arc beam components of the salvaging device, a set of machining clamping and positioning fixtures for the arc beam components has been specially designed, as shown in Figure 4. The main structural features of the clamping and positioning fixture are described below.
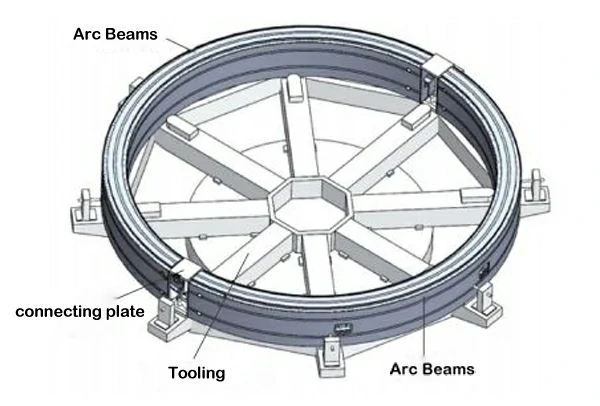
Figure 4 Arc Beam Clamping Form
The machining process for the arc beam components is described as follows:
The on-site machining situation in the workshop is shown in Figure 5.

Figure 5 On-site Machining of the Arc Beam
By using the arc beam machining fixture, the positioning and installation of the arc beam can be efficiently and accurately completed. Two arc beams can be installed at once, significantly improving the processing efficiency of the arc beam.
The core component of the underwater salvaging device for the ancient sunken ship, the arc beam, as a super-large welded structural component, requires high manufacturing precision. In the actual production process, using the clamping and positioning fixture and manufacturing process described above ensures not only that each machined arc beam maintains a high level of dimensional consistency but also that all machining accuracies meet the design requirements. The machined arc beam has been successfully used in the underwater salvaging device, completing the salvaging of the sunken ship. This directly confirms the feasibility of the entire arc beam component's machining process and the rationality of the machining fixture structure, significantly improving the production efficiency of the arc beam.