As a professional metal parts machining provider, shaft manufacturing is one of our specialties, we understand the critical role that shaft parts play in various mechanical systems. Shaft parts are widely used in transmission and power systems, with primary functions including supporting rotating parts, transmitting motion and power, and reducing friction. To help everyone better understand shaft parts, we will provide a detailed introduction to the basics of shaft parts, common types and materials, and an in-depth discussion of the entire manufacturing process.
Tablet of content

Shaft are usually cylindrical and come in various sizes and lengths, with specific designs depending on their function and application environment. The primary functions of shaft parts include:
- Supporting Rotating Parts: Such as gears, pulleys, and flywheels, bearing the weight of rotating components and ensuring their stable operation through bearings.
- Transmitting Motion and Power: In engines and transmission systems, shaft parts transmit torque and speed, ensuring effective power transfer.
- Reducing Friction and Wear: By using bearings and lubricants, shaft parts reduce friction between moving components, improving the efficiency and lifespan of mechanical systems.
Based on their shape, use, and manufacturing process, shaft parts can be categorized into several types, including solid shafts, hollow shafts, spline shafts, and flexible shafts.
Shaft parts typically work in conjunction with bearings, gears, pulleys, and other mechanical components to achieve force transmission and motion conversion. Their working principles include supporting, positioning, and transmitting functions, ensuring the normal operation and high efficiency of mechanical equipment.

1. Solid Shafts
- Definition: Solid shafts are the most common type of shaft parts, typically made from a single piece of metal with high strength and rigidity.
- Application: Suitable for applications requiring high load and high torque, such as heavy machinery, construction equipment, and industrial production equipment.
- Advantages: Simple structure, mature manufacturing process, and capable of withstanding significant forces and torques.
2. Hollow Shafts
- Definition: Hollow shafts have a hole in the middle, typically used to reduce weight and increase speed.
- Application: Widely used in situations requiring weight reduction, such as aerospace, automotive industry, and precision machinery.
- Advantages: Lighter weight while maintaining sufficient strength, helping to improve the dynamic performance and efficiency of equipment.
3. Spline Shafts
- Definition: Spline shafts feature spline structures, usually straight or helical, used for transmitting significant torque.
- Application: Mainly used in transmission systems, such as gearboxes, differentials, and hydraulic transmission systems.
- Advantages: Capable of maintaining high precision and stability in high-torque transmission, and easy to install and disassemble.
4. Flexible Shafts
- Definition: Flexible shafts have some flexibility, allowing them to bend within a certain range to accommodate irregular movements and working environments.
- Application: Commonly used in specialized machinery such as handheld power tools, robots, and medical devices.
- Advantages: Can work in complex environments, with strong adaptability and flexible use.
1. Carbon Steel
- Characteristics: Carbon steel contains a high carbon content, providing high strength and hardness at a relatively low cost.
- Application: Suitable for general mechanical equipment, such as drive shafts, connecting rods, and general industrial equipment.
- Advantages: Easy to process, affordable, and meets most application needs.
2. Alloy Steel
- Characteristics: Alloy steel adds other alloying elements (such as chromium, nickel, molybdenum) to carbon steel to enhance its mechanical properties and corrosion resistance.
- Application: Widely used in situations requiring high strength, high wear resistance, and high corrosion resistance, such as aerospace, petrochemical, and heavy machinery.
- Advantages: High strength, hardness, and wear resistance, capable of maintaining good performance in harsh environments.
3. Stainless Steel
- Characteristics: Stainless steel contains a high chromium content, providing excellent corrosion resistance and good mechanical properties.
- Application: Suitable for food processing, chemical equipment, and marine equipment, especially in environments requiring rust prevention.
- Advantages: Strong corrosion resistance, suitable for various corrosive environments, and has an attractive appearance.
4. Aluminum Alloy
- Characteristics: Aluminum alloy is lightweight with relatively high strength, good electrical conductivity, and corrosion resistance.
- Application: Widely used in aerospace, automotive industry, and precision machinery, especially in situations requiring weight reduction.
- Advantages: Lightweight, helps improve the dynamic performance and efficiency of equipment, and has good processing properties and corrosion resistance.
As a professional manufacturer of shaft parts, we understand the importance of material selection in the manufacturing process. The choice of materials directly affects the performance, manufacturing cost, and lifespan of the parts. Based on the usage environment and functional requirements of the parts, we select appropriate materials. For example, alloy steel is typically chosen for heavy-duty transmission systems, while stainless steel is selected for corrosive environments.
Rough machining involves turning, milling, and other processes to shape the raw material into a form close to the final dimensions. Common equipment includes lathes and milling machines. The purpose of rough machining is to remove excess material, laying the foundation for subsequent fine machining.
3.2.1 Turning
Turning involves rotating the workpiece and using cutting tools to shape it, suitable for processing the outer diameter, end face, and grooves of shaft parts. The turning process requires controlling the cutting speed, feed rate, and depth of cut to ensure machining efficiency and quality.
3.2.2 Milling
Milling involves rotating the cutting tool and moving the workpiece to shape it, suitable for processing keyways, splines, and complex shapes of shaft parts. The milling process requires selecting appropriate cutting tools and parameters to ensure machining accuracy and surface quality.
Heat treatment involves heating, holding, and cooling processes to change the internal structure of the material, improving the hardness, strength, and wear resistance of the parts. Common heat treatment processes include quenching, tempering, and normalizing.
3.3.1 Quenching
Quenching involves heating the parts to a high temperature and then rapidly cooling them to form a hard and brittle martensitic structure, thereby improving hardness and wear resistance. Quenched parts require tempering to relieve internal stress and improve toughness.
3.3.2 Tempering
Tempering involves heating the quenched parts to a specific temperature, holding them, and then slowly cooling them to stabilize the internal structure, reduce hardness, and improve toughness and plasticity. Tempering helps enhance the overall mechanical properties of the parts.
3.3.3 Normalizing
Normalizing involves heating the parts above the critical temperature and cooling them in the air to form a fine and uniform pearlitic structure, improving strength and toughness. Normalizing is suitable for enhancing the overall mechanical properties of low-carbon and medium-carbon steels.
Fine machining involves grinding, honing, and other processes to precisely shape the rough-machined parts to meet the design requirements for dimensional accuracy and surface quality. This process is usually carried out on CNC machines.
3.4.1 Grinding
Grinding involves using abrasive tools to finely cut the surface of the workpiece, suitable for processing the outer diameter, inner bore, and end face of shaft parts. The grinding process requires controlling the speed of the abrasive tools, feed rate, and use of coolant to ensure machining accuracy and surface quality.
3.4.2 Honing
Honing involves using honing tools and abrasive compounds to achieve ultra-precise machining, suitable for processing high-precision surfaces and complex shapes of shaft parts. The honing process requires using appropriate abrasives and honing tools to ensure high precision and high-quality surfaces.
Surface treatment includes electroplating, oxidation, and spraying to improve the surface hardness, wear resistance, and corrosion resistance of the parts. Surface treatment not only extends the lifespan of the parts but also enhances their appearance.
3.5.1 Electroplating
Electroplating involves depositing a layer of metal coating on the surface of the parts through an electrolytic reaction, commonly used to improve wear resistance, corrosion resistance, and appearance quality. Common electroplating processes include chrome plating, nickel plating, and zinc plating.
3.5.2 Oxidation
Oxidation involves forming an oxide layer on the surface of the parts through a chemical reaction, commonly used to improve corrosion resistance and surface hardness. Common oxidation processes include anodizing and chemical oxidation.
3.5.3 Spraying
Spraying involves evenly applying a coating to the surface of the parts using a spray gun, commonly used to improve wear resistance, corrosion resistance, and appearance quality. Common spraying processes include thermal spraying and cold spraying.
As a professional manufacturer of shaft parts, we conduct rigorous dimensional accuracy testing on each batch of shaft parts before they leave the factory. Dimensional accuracy testing involves using measuring tools to check the external dimensions of the shaft parts to ensure they meet design specifications. Common measuring tools include vernier calipers, micrometers, and coordinate measuring machines.
Surface quality testing involves visual inspection and instrument testing to assess the surface quality of the shaft parts, ensuring their surface finish and absence of defects. Common testing methods include microscope observation, roughness testers, and non-destructive testing.
Mechanical performance testing involves experimental methods to evaluate the mechanical properties of the shaft parts, ensuring their strength, hardness, and toughness meet usage requirements. Common testing methods include tensile testing, hardness testing, and impact testing.
In the aerospace sector, shaft parts are primarily used in engines, turbines, and transmission systems. Their high strength, lightweight, and high precision characteristics meet the stringent reliability and performance requirements of aerospace equipment. Our shaft parts undergo strict quality control and testing to ensure stable operation under extreme conditions.
In the automotive industry, shaft parts are widely used in engines, transmissions, and suspension systems. Their high strength, wear resistance, and corrosion resistance ensure the long-term stable operation and safety performance of vehicles. We supply high-quality shaft parts to many well-known automotive manufacturers worldwide, ensuring their products remain competitive in the market.
In industrial machinery, shaft parts are mainly used in machine tools, transmission systems, and heavy equipment. Their high strength, high precision, and wear resistance enhance the efficiency and lifespan of equipment. Our shaft parts are widely used in various industrial machinery, providing reliable solutions for our customers.
As a professional manufacturer of shaft parts, we understand the critical role that shaft parts play in mechanical systems. Their design and manufacturing directly affect the performance and lifespan of equipment. By selecting appropriate materials and precise manufacturing processes, we can ensure the reliability and durability of shaft parts. This article provides a detailed introduction to the basics, common types and materials, and the manufacturing process of shaft parts, offering valuable reference and guidance for mechanical engineers and manufacturing industry professionals. Understanding and mastering the related knowledge of shaft parts is crucial for improving the design and manufacturing level of mechanical equipment, enhancing industrial production efficiency, and product quality.
Ready to experience the difference that expert shaft machining can make for your projects?
Don't leave the critical components of your mechanical systems to chance. Contact our team of skilled machinists and engineers today to discuss your specific shaft machining needs.
We're here to answer your questions, provide detailed quotes, and offer solutions tailored to your unique requirements. Let's work together to bring your designs to life with unparalleled precision and quality.
Get in touch now:
Phone: +86 186 5928 0806
Email: sales3@openex.com.cn
Your success is our priority. Reach out today and discover how our professional shaft machining services can elevate your products and streamline your production processes. We look forward to being your trusted partner in precision manufacturing!
After nearly a month of dedicated effort, our company successfully delivered a batch of metal components for printing and dyeing machinery. These components are integral to the latest filter equipment developed by our customer. This achievement not only expands our expertise in the printing and dyeing industry but also plays a crucial role in advancing the technology of printing and dyeing equipment.

The complete set of metal components weighs over 7 tons and is crafted from hot-rolled stainless steel. This material was selected for its durability and suitability for high-precision applications in the textile industry.
To meet the customer's demands for precision and efficiency, our machining department quickly analyzed the provided drawings and placed the order efficiently. The welding was completed in less than two weeks, followed by a successful water test to ensure product quality.
Upon receiving the customer's drawings, our team swiftly responded by meticulously analyzing the specifications. This prompt action was crucial in maintaining the project's timeline and ensuring that all parts met the required standards.
Our machining department efficiently processed the order, prioritizing precision in every step. The welding process was completed in under two weeks, a testament to our team's skill and dedication. The subsequent water test confirmed the structural integrity and performance of the components.

All indicators of the product met the required standards and successfully passed the customer's stringent quality inspection. This rigorous testing process ensured that the parts were up to par with industry expectations and ready for deployment.
The customer highly praised our high-quality and prompt delivery service. This successful project has laid a solid foundation for future long-term cooperation, reflecting our commitment to excellence and customer satisfaction.

The textile printing and dyeing industry is a traditional sector we have served for many years. Our experience and expertise in this field enable us to meet the evolving needs of our customers, particularly in terms of cleaner production and improved quality and efficiency.
To support the industry's transformation and upgrading, Openex actively participates in product development and manufacturing. We offer "one-stop" full metal fabrication services, from material selection and machining to transportation. This comprehensive approach helps customers address cost, quality, and efficiency challenges, enabling them to develop advanced equipment.
Openex has successfully provided numerous well-known enterprises in the printing and dyeing industry with various components and semi-finished products. Our offerings include water tanks, steaming boxes, dyeing tanks, and sizing equipment.
Our high-quality, cost-effective, and fast delivery services have earned unanimous recognition and praise from our customers. This consistent performance has established us as a trusted partner in the industry, known for our reliability and excellence.
This project showcases our ability to meet high standards of precision, quality, and efficiency. As we continue to serve the printing and dyeing industry, we remain committed to providing innovative solutions and maintaining strong partnerships with our customers.
For more information about the project or any inquiry about metal fabrication, feel free to contact us.
Metal fabrication is a cornerstone of modern industry, responsible for transforming raw metals into valuable products and structures that support our daily lives. This blog will explore the multifaceted world of metal fabrication, from its historical roots and various techniques to its wide range of applications and future trends. Whether you're a professional in the field or simply interested in the subject, this comprehensive guide aims to provide an in-depth understanding of metal fabrication.

The history of metal fabrication dates back to ancient civilizations. Early humans discovered metals such as gold and copper, using rudimentary techniques to shape them into tools and ornaments. By 3000 BCE, the Bronze Age marked significant progress as alloys of copper and tin were developed, leading to stronger and more durable tools and weapons.
During the Middle Ages, blacksmiths became central figures in communities, skilled in forging and shaping iron into everyday items, weapons, and armor. The Renaissance period saw advancements in metallurgy and the development of new techniques, such as casting and wrought ironwork, leading to the creation of more intricate and functional metal products.
The Industrial Revolution brought about a monumental shift in metal fabrication. Innovations like the Bessemer process allowed for mass production of steel, transforming industries and enabling the construction of railways, bridges, and skyscrapers. The advent of machinery and assembly lines further revolutionized metalworking, increasing efficiency and production capabilities.

Cutting is a fundamental process in metal fabrication, where raw metal is divided into desired shapes and sizes. Key cutting techniques include:
Forming techniques involve reshaping metal into desired forms without adding or removing material. Common methods include:

Joining processes are crucial for assembling metal parts into complete structures. Key joining techniques include:

Finishing processes enhance the appearance, durability, and functionality of metal products. Key finishing techniques include:
Metal fabrication plays a vital role in the construction industry, providing essential components for buildings, infrastructure, and architectural designs. Structural steel beams, columns, and trusses form the backbone of modern skyscrapers, bridges, and commercial buildings. Decorative metalwork, such as railings, staircases, and facades, enhances the aesthetic appeal of structures.
The automotive industry relies heavily on metal fabrication to produce a wide range of vehicle components. From the chassis and engine parts to body panels and exhaust systems, fabricated metal parts ensure the strength, safety, and performance of automobiles. Advanced techniques like robotic welding and laser cutting enable the production of high-precision components, contributing to the industry's efficiency and innovation.
In the aerospace sector, precision and reliability are paramount. Metal fabrication is used to manufacture critical components for aircraft, spacecraft, and satellites. Materials such as aluminum, titanium, and high-strength alloys are fabricated using advanced techniques to withstand extreme conditions and ensure the safety and performance of aerospace vehicles.
The energy sector benefits from metal fabrication through the production of equipment and infrastructure for power generation, transmission, and distribution. Fabricated metal components are used in wind turbines, solar panel frames, oil and gas pipelines, and nuclear reactors. The durability and reliability of these components are crucial for maintaining energy systems' efficiency and safety.
Metal fabrication is also integral to the production of consumer goods, ranging from household appliances to electronics and furniture. Stainless steel, aluminum, and other metals are fabricated into durable and aesthetically pleasing products that meet consumer demands for quality and design.
The integration of automation and robotics is transforming the metal fabrication industry. Automated systems and robotic arms enhance efficiency, precision, and safety in fabrication processes. These technologies reduce human error, increase production speed, and allow for complex and repetitive tasks to be performed with high accuracy.
Additive manufacturing, or 3D printing, is revolutionizing metal fabrication by enabling the creation of complex and customized parts. This technology allows for layer-by-layer construction of metal objects, reducing material waste and enabling the production of intricate geometries that are challenging to achieve with traditional methods. Additive manufacturing is particularly beneficial for prototyping, small-batch production, and custom fabrication.
The development of advanced materials, such as high-strength alloys, composites, and smart metals, is expanding the capabilities of metal fabrication. These materials offer improved performance, weight reduction, and resistance to corrosion and wear. Innovations in material science are driving the creation of more durable and efficient products across various industries.
Sustainability is becoming a key focus in the metal fabrication industry. Efforts to reduce waste, recycle metals, and adopt eco-friendly practices are gaining momentum. Fabricators are exploring ways to minimize their environmental impact through energy-efficient processes, sustainable material sourcing, and reducing emissions. These initiatives not only benefit the environment but also enhance the industry's reputation and compliance with regulations.
Digital fabrication involves the use of digital technologies, such as CAD (Computer-Aided Design) and CAM (Computer-Aided Manufacturing), to streamline the design and production process. This trend enhances accuracy, reduces lead times, and allows for greater customization and flexibility in fabrication projects. Digital twins, virtual simulations, and real-time monitoring are becoming integral parts of the metal fabrication workflow.
The metal fabrication industry faces a significant challenge in the form of a skilled labor shortage. As experienced workers retire, there is a growing need for trained professionals who can operate advanced machinery and perform complex tasks. Investing in education, training programs, and apprenticeships is crucial to address this skills gap and ensure a competent workforce.
While automation and digital technologies offer numerous benefits, integrating these systems into existing workflows can be challenging. Companies must invest in training, infrastructure, and change management to fully leverage these advancements. Balancing the adoption of new technologies with maintaining operational continuity is a critical challenge for fabricators.
The cost of raw materials, energy, and labor can fluctuate, impacting the profitability of metal fabrication projects. Effective cost management strategies, such as optimizing supply chains, reducing waste, and improving operational efficiency, are essential to maintain competitive pricing and profitability.
Maintaining high quality and consistency is crucial in metal fabrication. Implementing rigorous quality control measures, such as inspections, testing, and certifications, ensures that products meet industry standards and customer expectations. Investing in advanced quality control technologies, such as automated inspection systems and non-destructive testing, can enhance accuracy and reliability.
Metal fabrication is an integral part of modern society, supporting various industries and contributing to technological advancements and economic growth. Its applications range from everyday consumer products to critical infrastructure and advanced technologies. The continuous innovation and development in metal fabrication drive progress across multiple sectors, enhancing our quality of life and enabling new possibilities.
Metal fabrication plays a crucial role in developing and maintaining infrastructure. From bridges and highways to airports and railways, fabricated metal components provide the strength and durability needed for safe and reliable infrastructure. As urbanization and population growth continue, the demand for robust infrastructure will drive further advancements in metal fabrication techniques and materials.
The rapid pace of technological advancements relies on metal fabrication to produce components for various industries, including electronics, telecommunications, and healthcare. High-precision fabrication techniques enable the production of micro-components for electronic devices, medical implants, and advanced machinery. Metal fabrication supports the development of cutting-edge technologies that drive innovation and improve our daily lives.
Sustainability is a growing concern in today's world, and metal fabrication is contributing to sustainable development through the adoption of eco-friendly practices and materials. Recycling metals, reducing waste, and implementing energy-efficient processes help minimize the environmental impact of fabrication activities. The development of sustainable products, such as renewable energy systems and green buildings, further supports global efforts toward a sustainable future.
Metal fabrication is a dynamic and essential industry that underpins modern society. From its historical roots to its diverse applications and future trends, metal fabrication continues to evolve, driven by innovation, technology, and sustainability. As the industry faces challenges and embraces new opportunities, the importance of skilled labor, advanced materials, and eco-friendly practices cannot be overstated. Metal fabrication will remain a cornerstone of progress, enabling the creation of structures, products, and technologies that shape our world and improve our quality of life.
Openex strives to be your one-stop fab shop. This means, except for robotic welding services, we also offer plasma cutting, CNC machining, bending, laser cutting, and seemingly everything else you need to turn your idea into a reality. And when you partner with us, we leverage our expertise, experience, and technology to find the most cost-effective and suitable approach for your project.
Want to learn more? Ready to schedule a consultation? Contact us today!
Table of contents
A vacuum chamber is an essential piece of equipment in various scientific and industrial applications. By creating a controlled environment with reduced pressure, vacuum chambers enable precise experiments and manufacturing processes that are not possible under standard atmospheric conditions. This guide will cover the basics of vacuum chambers, their types, applications, key considerations for selecting and using them, and the details of custom fabrication.

A vacuum chamber is a rigid enclosure from which air and other gases are removed by a vacuum pump, creating a low-pressure environment. This controlled environment can simulate outer space conditions, support scientific experiments, and assist in manufacturing processes that require specific atmospheric conditions.
Custom fabrication of vacuum chambers involves designing and manufacturing chambers to meet specific requirements that standard models cannot fulfill. This process is crucial for specialized applications in research, aerospace, medical, and industrial fields.
Openex specializes in the custom fabrication of high-quality vacuum chambers for a wide range of applications. With decades of experience in the industry, we pride ourselves on delivering precision-engineered solutions that meet the unique metal fabrication requirements of our clients.
Our team of experts works closely with clients to understand their specific needs and challenges, ensuring that each custom vacuum chamber is tailored to provide optimal performance and reliability. We utilize advanced CAD software for detailed design and employ state-of-the-art manufacturing techniques to ensure the highest standards of quality and precision.
At Openex, we offer a comprehensive range of metal fabrication services, from initial consultation to fabrication, integration, and testing. Our commitment to excellence and customer satisfaction has made us a trusted partner for organizations in research, aerospace, medical, and industrial sectors.
Vacuum chambers are indispensable tools across various fields, enabling experiments and manufacturing processes that require precise control over atmospheric conditions. By understanding the types, components, applications, key considerations, and the process of custom fabrication, users can effectively select and operate vacuum chambers to achieve their desired outcomes. Whether in scientific research, space simulation, or industrial manufacturing, vacuum chambers play a crucial role in advancing technology and knowledge. Custom fabrication further enhances these capabilities by providing tailored solutions for specialized needs.
Our website is listed in designerlistings.org - 3D Design Listings
In the ever-evolving world of industrial manufacturing, precision and efficiency are paramount. Our latest project involved the fabrication of a batch of stainless steel components destined for the American market. This project was particularly challenging due to tight delivery schedules and a substantial workload. However, through meticulous planning and the integration of advanced fabrication processes, we successfully met our objectives.

The fabrication of stainless steel components requires a series of complex and interdependent processes. Below is an overview of the key steps involved in this project:
1. Cutting
The first step in the fabrication process is cutting the stainless steel into the required shapes and sizes. We utilized advanced laser cutting technology to ensure precision and minimize material wastage. This method allowed for clean, accurate cuts essential for the subsequent processes.
2. Bending
Following the cutting phase, the stainless steel pieces were bent into their designated shapes. Using CNC bending machines, we achieved high precision and repeatability, which is crucial for maintaining the integrity and uniformity of the components.
3. Shaping
Shaping the components involved more intricate operations, including stamping and forming. These processes were carefully controlled to maintain the specified dimensions and structural properties of the stainless steel.
4. Welding
Welding is a critical step that requires skilled operators and precise control. Our team employed various welding techniques, including TIG and MIG welding, to join the stainless steel parts. The quality of the welds was continuously monitored to ensure structural integrity and durability.
5. Sandblasting
To prepare the welded components for further finishing and to enhance their surface properties, sandblasting was employed. This process removed any impurities and provided a uniform surface texture, improving both aesthetics and adhesion for subsequent coatings.
6. Machining
Precision machining was employed to achieve the final dimensions and surface finishes of the components. Utilizing CNC machining centers, we were able to maintain tight tolerances and high-quality surface finishes, critical for the performance of the final product.

The success of this project hinged on the seamless interlocking of the various fabrication processes. Each step was meticulously planned and executed, ensuring that the transition from one process to the next was smooth and efficient. Additionally, the coordination between human operators and automated machinery played a pivotal role in maintaining quality and meeting deadlines.
The culmination of the fabrication process was the final inspection using Coordinate Measuring Machine (CMM) dimensional detection. This sophisticated equipment provided precise measurements, ensuring that all components met the stringent specifications required by the customer. The CMM data was thoroughly reviewed and fully recognized by our clients, confirming the high standards of our work.

Despite the challenges of a tight delivery schedule and a heavy workload, the project was successfully completed through careful planning, advanced fabrication techniques, and efficient man-machine coordination. The stainless steel components are now ready for export to America, meeting the high standards expected by our clients. This project exemplifies our commitment to quality, precision, and customer satisfaction in the field of metal fabrication.

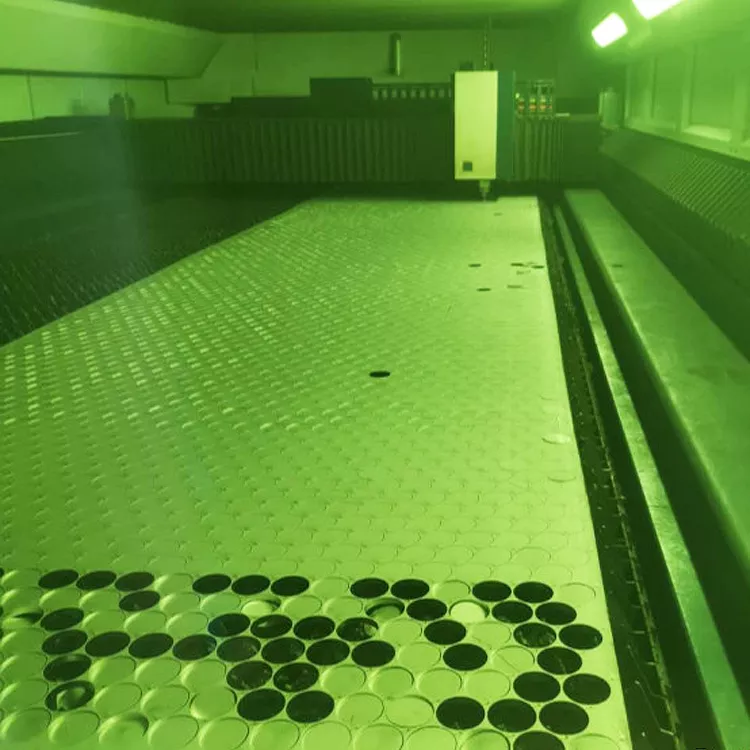
Product Name:
11.5m extra long tube sheet for environmental protection equipment
Material: Q235
Holes Quantity: 2944
Size: 11500mm×1910mm×25mm
Hole Shape: Round or as required
There are 2,944 holes to be drilled for each tube sheet. The holes need drilling before boring. According to the requirement of the hole diameter of the tube sheets, we drilled it into smaller holes first, and then processed it finely and straightened the plate after the hole was processed. After a strict inspection of the tube sheets, the customer was satisfied with both our processing and service quality and will continue to commission the processing.

Openex is a leading metal fabricator with rich experience in heat exchanger components, including tube sheets, baffles, and other related products. With over 20 years of experience in the industry, we have established a reputation for delivering high-quality products that meet the most stringent customer requirements. Our advanced CNC drilling machines and skilled workforce enable us to produce custom tube sheets and baffles in large volumes, ensuring timely delivery and customer satisfaction.
If you have any questions or inquiries about tube sheets and baffles or any other metal fabrication services, please do not hesitate to contact us at sales3@openex.com.cn. We look forward to working with you.
More tube sheets and baffles cases:
For more tube sheets and baffles supply cases, feel free to contact us.
A sunken ancient ship lies beneath the seabed at the mouth of a sea, covered entirely by underwater sediment. To carry out the conservation and archaeological work of the ancient ship, it is necessary to protect the entire ship and its various artifacts completely. Therefore, in the process of salvaging the entire sunken ship, a non-contact method is employed to salvage the ancient ship as a whole to prevent damage. As a key salvaging device throughout the entire process, this apparatus is mainly composed of components such as side end plates, a top beam, a starting frame, and an arc beam, as illustrated in Figure 1.
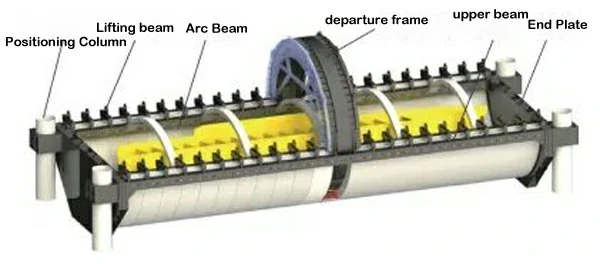
Figure 1 Schematic structure of the underwater sunken ship salvaging device
During the salvaging process, the arc beam components are pre-installed inside the launching frame. The electric motor in the starting frame drives the gear, propelling the arc beam to rotate around the center of the launching frame in a circular motion along the arc rack and the arc roller surface. Several arc beams are connected to form a whole, enveloping the entire sunken ship. The connecting structure between the arc beams is illustrated in Figure 2. Finally, using a lifting beam, all the arc beams, along with the sunken ship, are lifted out of the water.
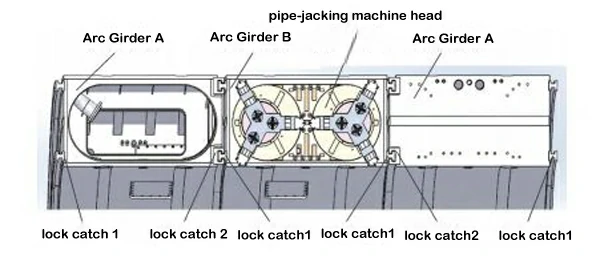
Figure 2 Schematic of the arc beam connection structure
The arc beam components are large welded steel structures made of Q355B material, forming a semi-circular structure with a diameter of approximately 20 meters. The cross-section of the arc beam is a rectangular frame structure with outer dimensions of about 1m × 2m. The device comprises over 20 arc beams of the same size and specifications. The structure of the arc beam components is shown in Figure 3.
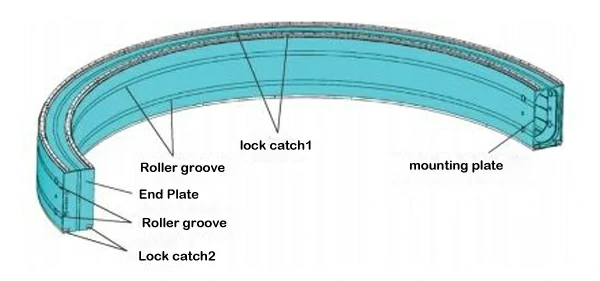
Figure 3
To ensure the smooth operation of the entire arc beam, there are high precision requirements for the manufacturing of the arc beam. After welding, the dimensional tolerances and geometric tolerances of the inner and outer arcs, as well as the upper and lower planes, must be controlled within ±5mm. After mechanical processing, the arc diameter size accuracy of the inner and outer arc roller grooves and the distance size accuracy between the upper and lower plane arc plate male and female locking slot surfaces must be controlled within ±0.4mm. The perpendicularity tolerance between the male and female locking slot mounting surface of the upper and lower plane arc plates and the roller guide groove mounting surface of the inner and outer arc plates must be controlled within ±0.4mm. The coaxiality of the upper and lower arc roller groove mounting surfaces of the inner and outer arcs must be controlled within ±0.4mm.
(1) Welding Fixtures
In order to meet the welding precision requirements of the core arc beam component of the salvaging device, reduce welding deformation, and ensure that the machining allowance on the welding structure of the arc beam is small and uniform for easy subsequent mechanical processing of the mating installation surfaces, the dimensional accuracy of each arc beam, especially the roundness of the arc surface after welding, is controlled within ±5mm. A dedicated welding clamping and positioning fixture for arc beam components has been designed
Overview of Welding Fixture:
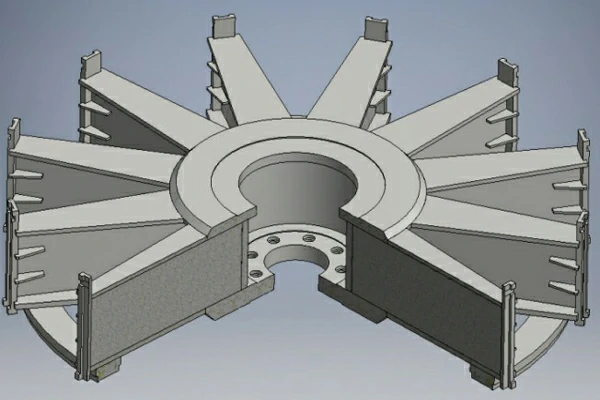
A reference point is set on the horizontal ground, a central axis is established perpendicular to the ground, serving as the measurement reference point for the welding fixture of the salvaging device's arc beam. The fixture and parts are oriented with one side near the central axis as the inner side and the opposite side as the outer side. Multiple radial support beams are laid out radially with the central axis as the center, with some instances having 8 radial support beams arranged at equal intervals to form a semi-circle. The radial support beams are arranged in two layers, including bottom radial support beams and top radial support beams. Longitudinal support beams and inclined reinforcing ribs connect the bottom radial support beams, and the top radial support beams provide longitudinal support. Inner and outer positioning blocks are set on the radial support beams. The bottom inner positioning block and bottom outer positioning block are set on the bottom radial support beam, while the top inner positioning block and top outer positioning block are set on the top radial support beam. The outer end face of the bottom inner positioning block and top inner positioning block is at a distance from the central axis equal to the radius of the inner arc surface of the arc beam. The inner end face of the bottom outer positioning block and top outer positioning block is at a distance from the central axis equal to the radius of the outer surface of the outer arc plate of the arc beam. The above errors are controlled within a range of 0.5mm.
(2) Welding Process
The welding process is described as follows:
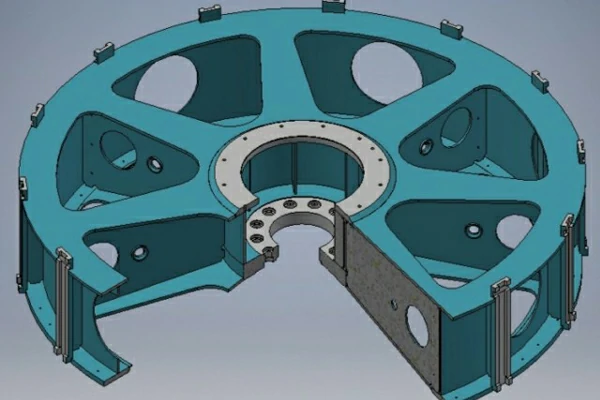
To address the manufacturing precision requirements and the issue of batch processing for the core arc beam components of the salvaging device, a set of machining clamping and positioning fixtures for the arc beam components has been specially designed, as shown in Figure 4. The main structural features of the clamping and positioning fixture are described below.
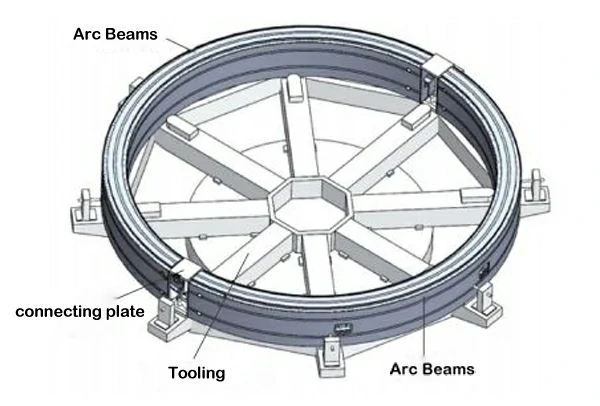
Figure 4 Arc Beam Clamping Form
The machining process for the arc beam components is described as follows:
The on-site machining situation in the workshop is shown in Figure 5.

Figure 5 On-site Machining of the Arc Beam
By using the arc beam machining fixture, the positioning and installation of the arc beam can be efficiently and accurately completed. Two arc beams can be installed at once, significantly improving the processing efficiency of the arc beam.
The core component of the underwater salvaging device for the ancient sunken ship, the arc beam, as a super-large welded structural component, requires high manufacturing precision. In the actual production process, using the clamping and positioning fixture and manufacturing process described above ensures not only that each machined arc beam maintains a high level of dimensional consistency but also that all machining accuracies meet the design requirements. The machined arc beam has been successfully used in the underwater salvaging device, completing the salvaging of the sunken ship. This directly confirms the feasibility of the entire arc beam component's machining process and the rationality of the machining fixture structure, significantly improving the production efficiency of the arc beam.
In the ever-evolving landscape of renewable energy, advancements in hydroelectric power generation systems play a pivotal role in shaping a sustainable future. One groundbreaking innovation that takes center stage is the fabrication process of the vertical turbine generator welded structure rotor bracket. This article provides an in-depth exploration of this manufacturing journey, highlighting each crucial step and the transformative impact on the clean energy sector.
Step 1: Design and Engineering Challenges in Traditional Radial Structures
The journey begins with a critical examination of the traditional radial structure of the rotor bracket in a vertical turbine generator unit. This component, although central to the rotor's functionality, presented a host of challenges. Its complex, large, and rigid radial design, subject to intricate forces, required meticulous machining after the rotor shaft's completion. The subsequent thermal fitting of the heated rotor bracket onto the rotor shaft, coupled with the welding of the rib plate, lower ring plate, and hub as an integral unit, posed challenges in maintaining concentricity and incurred significant manufacturing costs.
Step 2: A Paradigm Shift - The Welded Structure Rotor Bracket
The Welded Structure Rotor Bracket introduces a paradigm shift in design philosophy. This innovative approach eliminates the traditional thermal fitting process by adopting an integral welding structure. The core components - rotor shaft, rib plates, upper ring plate, lower ring plate, and vertical ribs - are seamlessly welded together, transforming into a unified and robust integral structure.
Step 3: Benefits of the Integral Welding Structure
The advantages of this integral welding structure are multifaceted. The single-axis design of the rotor shaft, combined with the welding of rib plates on its outer cylindrical surface, provides structural integrity and simplifies the fabrication process. The integration aligns the axis of the rotor shaft precisely with the outer circle of the rotor bracket, eliminating eccentricity issues that plagued traditional radial designs.
Step 4: Enhanced Efficiency and Reliability
By aligning the rotor shaft's axis with the outer circle of the rotor bracket, the integral welding structure minimizes axial runout. This reduction significantly enhances the safety and reliability of the vertical turbine generator unit during operation. The elimination of the thermal fitting structure also streamlines the manufacturing process, saving time and reducing costs.
Step 5: Cost-Effective Manufacturing and Reduced Machining
The integral welding structure not only eliminates the need for the hub thermal fitting but also reduces the machining required in the mating section of the rotor shaft and hub. This substantial reduction in machining time and complexity translates to a more cost-effective manufacturing process, aligning with the broader goal of making renewable energy solutions economically viable.
Step 6: Reliability in Torque Transmission
The torque transmission mechanism sees a fundamental shift with the integral welding structure. The weld seam of the rib plates and the rotor shaft replaces the traditional tight fit associated with hub thermal fitting, ensuring a reliable and secure transmission of torque between the rotor bracket and the rotor shaft.
The fabrication process of the vertical turbine generator welded structure rotor bracket not only addresses the challenges posed by traditional radial structures but also heralds a new era in hydroelectric power generation. This innovative approach, with its integral welding structure, sets the stage for enhanced efficiency, reduced manufacturing costs, and increased reliability in the operation of vertical turbine generators. As the global push for clean and sustainable energy solutions intensifies, such advancements underscore the industry's commitment to transformative technologies that pave the way towards a greener and more sustainable future.
If you are inspired by this innovative approach and wish to explore how similar cutting-edge welding structures or metal fabrication solutions can elevate your projects, we invite you to connect with us. Our team of skilled engineers and craftsmen is ready to collaborate with you on any welding structure or metal fabrication requirements you may have. Contact us today at sales3@openex.com.cn to embark on a journey towards efficiency, reliability, and sustainability in your renewable energy endeavors. Let's shape the future together.
Automobile lightweight is the process of reducing the curb weight of a car as much as possible while ensuring its strength and safety performance. This aims to enhance the car's power, reduce fuel consumption, and decrease exhaust emissions. According to a report from the World Aluminium Association, a 10% reduction in the overall weight of a car can lead to a 6%-8% improvement in fuel efficiency. Research by Volkswagen suggests that for every 100-kilogram reduction in the curb weight, carbon dioxide emissions per kilometer can decrease by 8-11 grams, and fuel consumption per hundred kilometers can be reduced by 0.3-0.5 liters. Therefore, in the current context of increasing pressure to reduce emissions from automobiles, lightweight plays a highly positive role in conserving energy, reducing emissions, and achieving sustainable development goals.
Lightweighting has become a key focus for the development of fuel vehicles, with a target of a 10% reduction in the overall vehicle lightweighting coefficient for gasoline-powered cars by 2025. Given the goals for reducing fuel consumption in gasoline-powered vehicles, the vigorous development of automotive lightweight technologies and the continuous establishment of a technical development and application system for automotive lightweighting become crucial. The 'Energy-saving and New Energy Vehicle Technology Roadmap 2.0' discards the traditional approach of using the overall vehicle equipment mass and the quantity of lightweight materials as measurement standards. Instead, it introduces the overall vehicle lightweighting coefficient as a basis for assessing the level of vehicle lightweighting. It proposes that by 2025, 2030, and 2035, China's gasoline-powered passenger cars should achieve a 10%, 18%, and 25% reduction in the overall vehicle lightweighting coefficient, while freight trucks, tractors, and buses should achieve reductions of 5%, 10%, and 15%, respectively.
In 2022, the penetration rate of new energy vehicles (NEVs) increased rapidly year-on-year, with the national stock of NEVs growing significantly to 13.1 million vehicles. According to statistics from the Ministry of Public Security, the national stock of NEVs reached 13.1 million in 2022, accounting for 4.10% of the total number of vehicles. Deducting the scrapped and deregistered vehicles, this represents an increase of 5.26 million from 2021, a growth of 67.13%. Among these, the stock of pure electric vehicles (EVs) reached 10.45 million, constituting 79.78% of the total NEV stock. In 2022, the national registration of new NEVs was 5.35 million, accounting for 23.05% of the total registered vehicles, an increase of 2.4 million compared to the previous year, marking an 81.48% growth. The number of newly registered NEVs has shown a high-speed growth trend, rising from 1.07 million in 2018 to 5.35 million in 2022.
Compared to traditional fuel vehicles, the demand for weight reduction in new energy vehicles (NEVs) is more urgent:
To meet the technical requirements of lightweight casting in the automotive industry, breakthroughs are currently being made in three aspects: materials, structural design, and processes, according to cutting-edge industry technology:
Among the three major lightweighting methods, material lightweighting serves as the foundation. Based on the use of lightweight materials, the overall vehicle weight is reduced through optimization of structure and upgraded processes. In the development of lightweight materials, the 'Energy-saving and New Energy Vehicle Technology Roadmap 2.0' indicates that China's independent development and application system for lightweight technologies will focus on perfecting the application of high-strength steel in the short term, directing efforts toward establishing a lightweight alloy application system in the medium term, and aspiring to form a multi-material hybrid application system in the long term.
According to the International Iron and Steel Association's USL-AB project, steel types can be classified based on their mechanical properties into low-strength steel (soft steel), high-strength steel, and ultra-high-strength steel. Low-strength steel has a tensile strength (Rm) of <270MPa and a yield strength (Re) of <210MPa. Ultra-high-strength steel has a tensile strength (Rm) of >700MPa and a yield strength (Re) of >550MPa. High-strength steel falls between these two. Low-strength steel includes IF steel and soft steel; ordinary high-strength steel includes carbon-manganese steel, BH steel, high-strength IF steel, and HSLA steel, among others; advanced high-strength steel (AHSS) includes dual-phase steel (DP steel), transformation-induced plasticity steel (TRIP steel), complex phase steel (CP steel), and martensitic steel (MS steel).
Steel accounts for a large portion of the vehicle's weight, approximately 55-60% of the vehicle's total weight. According to the Automotive Materials Network, in the case of a modern car, steel constitutes 55%-60% of the vehicle's weight, cast iron 5%-12%, non-ferrous metals 6%-10%, plastics 8%-12%, rubber 4%, glass 3%, and other materials (paint, various liquids, etc.) 6%-12%. It is evident that steel usage in cars is significant, and the application of high-strength steel plates can reduce the weight of stamped parts, saving energy and reducing the cost of stamped products. High-strength steel plates used for automotive parts can have a tensile strength of 600-800MPa, while the corresponding tensile strength of ordinary cold-rolled soft steel plates is only 300MPa. Currently, the world's largest steel company, Arcelor, has developed the hot-stamped steel plate USIBOR1500. This galvanized plate has a coating mass of 120-160g/m2, and after quenching, it exhibits significant mechanical properties with a strength value of up to 1600MPa.
High-strength steel can be applied to various parts of a vehicle, including:
Multiple projects confirm that high-strength steel can achieve lightweighting without increasing costs. According to the magazine 'Rolling Steel,' to promote the application of high-strength steel in automobiles, the International Iron and Steel Association has organized several projects, including the UltraLight Steel Auto Body (ULSAB), Advanced Concept Vehicle UltraLight Steel Auto Body Program (ULSAB-AVC), and Future Steel Vehicle (FSV).
Aluminum alloy demonstrates significant advantages in weight reduction, performance improvement, and recyclability. Aluminum alloy, the most abundant green metal in the earth's crust, is not only lightweight and high in strength but also easy to shape, has excellent energy absorption, corrosion resistance, and high recyclability value. Additionally, aluminum alloy, while reducing weight, enhances braking performance, provides better handling, improved driving comfort, and outstanding power for vehicles. According to Automotive Materials Network, specific advantages include:
Aluminum alloy requires fewer spot welds for the overall vehicle body, shortening processing steps. Moreover, it is not prone to rust, eliminating the need for anti-rust treatment, significantly improving the efficiency of car assembly. Additionally, due to its low melting point, low corrosion rate, and mild corrosion during usage, aluminum alloy is easy to recycle.
The price of aluminum alloy is only slightly higher than that of high-strength steel and much lower than that of carbon fiber composite materials. The high chemical stability of aluminum alloy makes it less susceptible to corrosion compared to magnesium alloy, limiting its extensive application in the automotive field. Therefore, overall, aluminum alloy is an ideal material for automotive lightweighting at present. In addition, China is the world's largest producer of alumina and electrolytic aluminum, with a high self-sufficiency rate in raw materials.
Aluminum alloy is one of the optimal materials for lightweighting, with considerable potential for medium to long-term growth. Compared to high-strength steel, aluminum alloy has a more pronounced weight reduction effect due to its lower density. Moreover, it does not face issues such as corrosion susceptibility, high processing costs, and the high price of carbon fiber raw materials, which makes recycling more challenging. Furthermore, the excellent metallic properties of aluminum alloy allow for better integration of structural and process lightweighting, achieving comprehensive weight reduction goals. The 'Energy-saving and New Energy Vehicle Technology Roadmap' outlines phased goals for lightweighting in China, with aluminum alloy usage reaching 250kg and 350kg per vehicle by 2025 and 2030, respectively, far surpassing high-strength steel. As the trend toward lightweighting deepens, materials and technologies for lightweighting continue to advance, and aluminum alloy is poised to become the primary material in the automotive market, with clear advantages in long-term growth.
Plastics come in various types and are essential materials for automotive lightweighting. With the emphasis on energy efficiency, emission reduction, and the rise of new energy vehicles, automotive lightweighting has become an industry trend, leading to an increasing use of plastics in automobiles. Based on the different usage characteristics of various plastics, they are generally classified into three types: general plastics, engineering plastics, and specialty plastics. The primary role of engineering plastics in automobiles is to achieve lightweighting, thereby promoting fuel efficiency at high speeds. Developed countries consider the quantity of plastics used in cars as a crucial indicator of automotive design and manufacturing proficiency, with Germany having the highest plastic consumption, accounting for 15% of the overall material usage. According to automotive engineers, replacing some metals with plastics in the high-voltage electrical components of new energy vehicles can reduce weight by around 30% while meeting performance requirements. Currently, using plastic lightweighting in a pure electric vehicle can reduce weight by approximately 100kg, achieving energy savings and emission reduction. The application of engineering plastics in the automotive field has expanded from interior and exterior components to structural and functional parts. According to the Automotive Materials Network, automotive plastics offer many advantages over traditional materials, primarily in terms of being lightweight, providing excellent aesthetic decoration effects, offering various practical application functions, exhibiting good physical and chemical properties, being easy to process and mold, saving energy, and being sustainable.
Japan and the United States are leading in the development of carbon fibers, while China is accelerating its pace, with the domestication rate reaching 47% in 2021. China's carbon fiber industry started in the 1960s, nearly simultaneously with countries like Japan and the United States. However, due to insufficient knowledge reserves and issues related to intellectual property rights, its development has been slow. Additionally, countries like Japan and the United States have monopolized core carbon fiber technologies, resulting in China's overall lag in carbon fiber production technology and equipment. Since 2000, the country has increased its support for independent innovation in the carbon fiber field, designating it as a key research and development project. With strong support from national policies, the domestic carbon fiber industry has made significant breakthroughs in technology, rapidly increased industrialization levels, expanded application areas, and formed carbon fiber clusters, mainly in Jiangsu, Shandong, Jilin, and other regions. Major domestic companies include Jilin Chemical Fiber, CFEC Shenyang, Zhongcai Sci-Tech, Guangwei Composites, among others. According to Forward Industry Research Institute, in 2021, mainland China's carbon fiber production capacity surpassed the United States for the first time, becoming the world's largest capacity country, with a capacity of 63,400 tons, accounting for over 30% of the global total capacity, and a production volume of 24,300 tons, a YoY growth of 30.03%.
The application of carbon fiber in the automotive sector is hindered by material costs, processing technology, and material recycling challenges. According to the Automotive Lightweighting Technology Innovation Strategic Alliance, key obstacles preventing the widespread use of carbon fiber materials in the field of new energy vehicles include:
Magnesium alloy exhibits significant performance advantages and finds applications in various areas such as automotive shells, brackets, armrest structures, and automotive display systems. Being the lightest metal material, magnesium alloy boasts features like low density, high strength, excellent heat dissipation, and superior seismic noise reduction performance. The density of die-cast magnesium alloy is only 2/3 of aluminum alloy and 1/4 of steel, with both specific strength and specific stiffness surpassing those of steel and aluminum alloy and far exceeding engineering plastics. Due to its excellent characteristics, magnesium alloy can be used in automotive shells, brackets, armrest structures, and automotive display systems, with relatively high attention and acceptance from market customers for body components such as lamp heat dissipation brackets, dashboard brackets, steering brackets, central control skeletons, and in-vehicle display screen frames.
The forming methods of magnesium alloy materials include casting processing and plastic forming, with manufacturing processes also restricting the widespread application of magnesium in the automotive field.
According to 'Research and Progress on Automotive Structural Lightweighting,' structural lightweighting refers to the development and design of components through parameter optimization (dimensions, shapes, positions, thickness, etc.), morphological optimization, and topology optimization. The goal is to reduce weight while maintaining or increasing stiffness and strength.
As one of the three main approaches to automotive lightweighting, process lightweighting can effectively help achieve energy savings and weight reduction at the manufacturing level. Lightweighting technology in automobiles aims to integrate lightweight structural design with various lightweight materials and process technologies, considering the characteristics of the adopted lightweight materials, the requirements of lightweight structural design, and the manufacturing technology used to control product costs, all while maintaining or enhancing the performance, safety, and cost-effectiveness of automobiles. Process lightweighting, based on overall lightweight design for automobiles, comprehensively considers the characteristics of adopted lightweight materials, requirements for lightweight structural design, and product cost control in choosing manufacturing technology.
Laser welding technology involves using advanced laser techniques and equipment to automatically assemble and weld a certain number of materials, such as steel and aluminum alloys, with different materials, thicknesses, and coatings, to form a single integrated sheet. These sheets are then stamped to create components that meet the specific requirements for different components based on their functions, material properties, thickness, and corrosion resistance. Laser welding techniques used in automotive body welding mainly include linear welding, angular welding, curved welding, and multi-part assembly welding. This process uses laser equipment to weld materials with different properties into welded sheets, which are then stamped to produce the final required components, making modern cars both lightweight and energy-efficient.
Hydraulic forming uses liquid as a transmission medium. Under the joint action of liquid pressure and the mold cavity, standard pipes or sheets are shaped into structurally complex, single-piece components. This process replaces traditional welding or casting methods, saving processes and maximizing material efficiency. The hydraulic forming technology for high-strength steel can achieve weight reduction and rational space utilization while maintaining safety performance indicators. Hydraulic forming can be divided into sheet hydraulic deep drawing, tube hydraulic bulging, and shell hydraulic forming. According to the difference in the pressure borne by the liquid in the mold cavity, it can be further divided into high-pressure forming and low-pressure forming.
Hot forming technology involves heating sheet metal to the austenite temperature, then hot forming it in the mold. After cooling with water, high-strength martensitic structures are obtained while maintaining the part's good shape. Hot forming addresses drawbacks such as cracking, springback, and wrinkling in the cold forming process. Parts manufactured using this method meet the characteristics of lightweight and high strength, contributing to the lightweighting of automobiles. Over the past decade, hot forming technology has rapidly become the preferred manufacturing technology in the automotive industry.
The three automotive process lightweight technologies have different advantages. In the future, the choice of technology can be based on the characteristics and requirements of different components of the automobile. The biggest advantage of laser welding technology is its ability to weld blanks with different thicknesses, materials, strengths, stamping performance, and surface treatment conditions together before stamping. Hydraulic forming technology excels in shaping complex, high-precision, hollow components in a single step and is suitable for various hollow components with axisymmetric changes in the automotive field, such as exhaust pipes, engines, and subframe main pipes. It has the advantages of increasing the strength and stiffness of formed parts, reducing the number of molds, and lowering production costs. Hot forming technology is suitable for components with high requirements for comfort, strength, and safety. Typical hot-stamped parts include front and rear door side impact bars, front and rear bumper crossbeams, A/B pillars, floor channel, roof reinforcement beams, and suspension fixed brackets. Hot forming achieves the goal of reducing vehicle weight without compromising safety.
Pressure casting is a casting method that fills the mold cavity with liquid or semi-solid metal or alloy, or liquid metal or alloy containing reinforcing phases, under pressure at a relatively high speed to solidify and form the casting. Pressure casting can be divided into low-pressure die casting, high-pressure die casting, vacuum high-pressure die casting, differential pressure die casting, extrusion casting, etc.
Joining technology is one of the key technologies for the development of lightweight manufacturing technology. It is related to many aspects such as the performance, weight, processing technology, assembly, safety, and recycling of the connected structure. Traditional joining technologies mainly include resistance spot welding and inert gas shielded welding/reactive gas shielded welding (MIG/MAG). However, with the increasing need for lightweight design of materials, new joining technologies such as laser welding, riveting and self-piercing riveting, bonding, and composite connections have gradually developed and been applied more widely. Mechanical joining technologies include press welding, clinching, self-piercing riveting, blind riveting, and folding. The advantages of using mechanical joining technology instead of resistance spot welding are that it can be used for various material combinations or laminated materials, allows for coated surfaces, does not require heating (low deformation, does not change material properties), and does not require pretreatment and processing. Bonding technology refers to using suitable adhesives as process materials, adopting appropriate joint forms, and using reasonable bonding processes to achieve the purpose of connection. Adhesive connections produce continuous connections, resulting in a more uniform stress distribution. Compared with spot welding and mechanical connections, which are local and intermittent connections, adhesive connections improve connection stiffness.
3.1. Integration of Die Casting for Cost Reduction and Efficiency Improvement, with Equipment Cost, Mold Manufacturing Difficulty, and Material Requirements as Major Barriers
The integration of die casting combines traditional stamping and welding processes in automobile production into a die-casting process, greatly simplifying the manufacturing process. Traditional automobile manufacturing consists of four major processes: stamping, welding, painting, and final assembly. Stamping involves pressing metal sheets into various components needed for the vehicle body, followed by welding or riveting to produce large aluminum parts. In contrast, integrated die casting uses large-tonnage die-casting machines to combine stamping and welding into a single die-casting step, merging the first two steps into one. This process highly integrates multiple individual and dispersed components, directly casting large parts.
Compared to the traditional 'Stamping + Welding' model, the integrated die casting model demonstrates advantages in several aspects:
The traditional manufacturing process for car bodies mainly consists of four stages: stamping, welding, painting, and final assembly. The main car manufacturers purchase various structural components manufactured by suppliers nationwide through stamping and die-casting, assembling them (including welding, riveting, and gluing) to form the car's body-in-white assembly. In contrast, the integrated die-casting process reduces the workload of stamping and welding and eliminates many gluing process steps, resulting in a significant increase in production efficiency. For example, the Tesla Model Y's rear floor uses integrated die-casting, where all parts are die-cast in one step, applying new alloy materials. The rear floor assembly, cast in one piece, no longer requires heat treatment, reducing manufacturing time from 1-2 hours in traditional processes to 3-5 minutes.
According to Cheqian Information, the cost reduction of batteries is 6.6 times that of the cost increase from switching to aluminum body materials from steel. The next-generation integrated die-cast chassis from Tesla is expected to reduce vehicle weight by 10%, corresponding to a 14% increase in range. For example, using an 80 kWh battery capacity for a typical electric vehicle, adopting an integrated die-casting body for weight reduction while maintaining the range can lead to a reduction of about 10 kWh in battery capacity. Calculated based on a cost of 100 dollars/kWh for lithium iron phosphate battery packs, this can reduce costs by 1,000 dollars.
All these advancements in lightweight technologies, structural optimization, manufacturing processes, and die casting integration collectively aim to enhance efficiency, reduce costs, and contribute to the development of lighter and more sustainable vehicles in the automotive industry.