One afternoon in March 2025, we received a message through our website:
"I have several custom metal parts that need production. Could you provide a quotation?"
This simple inquiry marked the beginning of a productive partnership that would demonstrate our comprehensive approach to metal fabrication.
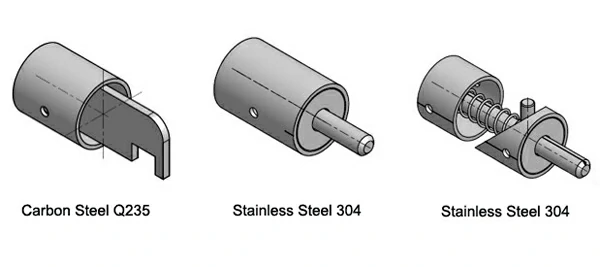
The client shared 3D drawings for three metal components. While they didn't appear complicated at first glance, critical fabrication information was missing:
Without this essential information, we couldn't provide a meaningful quotation. Through careful consultation with the buyer, we uncovered the following requirements:
Initially, the customer wanted all components made from SUS304 stainless steel, which would have been expensive. After analyzing the application, we identified an opportunity for cost savings.
Considering that the fixed components wouldn't experience abrasion, we suggested carbon steel as an alternative to stainless steel. This material change offered approximately 70% cost savings while maintaining performance for the specific application.
Regarding the carbon steel grade, the customer was familiar with ASTM A36. We introduced Q235B, the Chinese equivalent, which offers identical mechanical properties at a significantly lower cost.
To address the customer's concerns about material standards, we provided detailed technical specifications for comparison:
| Chemical Compositions (% by weight, GB/T 700 standard) | |
|---|---|
| Element | Q235A / Q235B Typical Range |
| C (Carbon) | ≤ 0.22 |
| Si (Silicon) | ≤ 0.35 |
| Mn (Manganese) | 0.30 – 0.70 |
| P (Phosphorus) | ≤ 0.045 |
| S (Sulfur) | ≤ 0.045 |
| Mechanical Properties | |
|---|---|
| Property | Typical Value |
| Yield Strength | ≥ 235 MPa |
| Tensile Strength | 370 – 500 MPa |
| Elongation (δ5) | ≥ 26% (Q235A), ≥ 25% (Q235B) |
| Hardness | Approx. 120–160 HB |
Q235: Low carbon steel, cost-effective, easy to weld, suitable for general structural purposes in non-corrosive environments.
We also provided specifications for stainless steel 304 for comparison:
| Chemical Composition (% by weight, ASTM A240 standard) | |
|---|---|
| Element | Typical Range |
| C (Carbon) | ≤ 0.08 |
| Si (Silicon) | ≤ 1.00 |
| Mn (Manganese) | ≤ 2.00 |
| P (Phosphorus) | ≤ 0.045 |
| S (Sulfur) | ≤ 0.030 |
| Cr (Chromium) | 18.0 – 20.0 |
| Ni (Nickel) | 8.0 – 10.5 |
| N (Nitrogen) | ≤ 0.10 |
| Mechanical Properties | |
|---|---|
| Property | Typical Value |
| Yield Strength | ≥ 205 MPa |
| Tensile Strength | 515 – 730 MPa |
| Elongation (δ5) | ≥ 40% |
| Hardness | ≤ 187 HB (Brinell), ≤ 90 HRB, ≤ 200 HV |
SS304: Austenitic stainless steel, higher strength, excellent corrosion resistance, commonly used in food processing, chemical equipment, and indoor/outdoor applications.
After reviewing the technical data, we agreed on the following material selection:
The customer initially preferred hot-dip galvanizing (HDG) for its proven corrosion resistance. However, for small components, HDG can result in uneven, rough surfaces that lack aesthetic appeal.
While zinc plating was considered, it didn't offer sufficient corrosion protection for the required 20-year lifespan. Centrifugal HDG was another option, but it would darken the surface while still not providing the smooth finish desired.
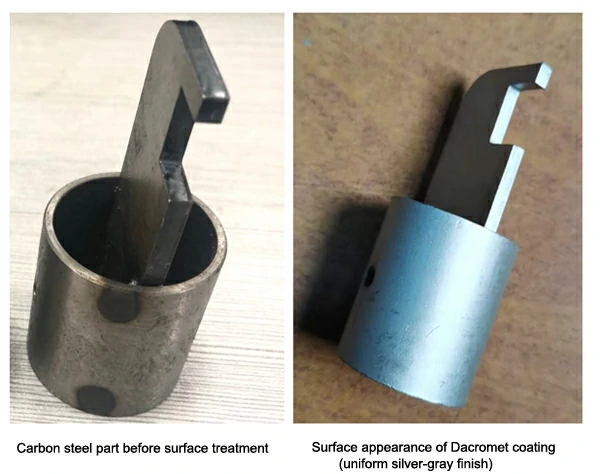
The breakthrough came when we noticed a silver-white bolt with Dacromet coating. Widely used in the automotive industry, Dacromet offers:
Although Dacromet typically costs more than other finishing methods, our proximity to a Dacromet coating supplier minimized the price difference. We produced a sample with Dacromet coating, which the customer approved enthusiastically.
Our fabrication process began with cutting operations. We recommended laser cutting, which has become increasingly cost-effective in recent months. Our 3D laser cutting technology eliminated the need for additional processes like beveling, milling, and drilling for most components.
We established appropriate machining tolerances based on the components' applications:
| Dimensional Accuracy: | ±0.05 mm ~ ±0.1 mm |
| Cut Edge Perpendicularity: | Almost perpendicular, within 0.1 mm |
| Surface Roughness (Ra): | Ra 6.3 to 12.5 μm |
| Angle Accuracy: | ±0.5° – ±1° |
| Dimensional Tolerance: | ±0.5 mm |
| Repeatability: | ±0.1 – 0.2 mm |
| Dimensional Accuracy: | IT7-IT8 (For round bars with diameter of 10 to 18 mm, tolerance range is ±0.009 to ±0.013 mm) |
| Surface Roughness (Ra): | Ra 1.6 – 3.2 μm |
Our detailed quotation and technical approach impressed the customer so much that they immediately placed the order, even offering to pay a higher price to expedite production.
Production followed a clear sequence: laser cutting → bending → welding → machining → coating (for carbon steel components).
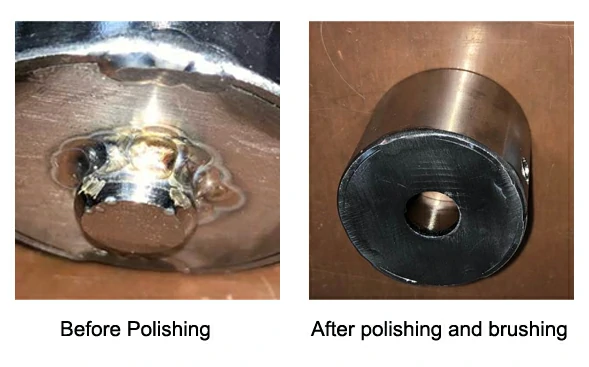
While the initial products met all dimensional tolerances and functional requirements, they lacked aesthetic refinement. The drawings didn't specify appearance requirements, but we believed "qualified" wasn't sufficient—only "excellent" was acceptable.
We implemented an additional process: polishing and brushing on the stainless steel parts. This extra step smoothed welds and refined surfaces, resulting in flawless-looking products.
The client was highly satisfied with the final products, placing a second order just one week after receiving the initial shipment.
For the second order, we identified opportunities to optimize fabrication further. To enhance weld quality, we introduced robotic laser welding, which produces smooth, consistent seams that require no additional polishing.
This innovation saved time, reduced costs, and improved the final product appearance beyond the first order's quality.


Welding can even be conducted on the back side from internal
The first order was delivered via LCL ocean freight as requested by the customer.
For the second order, tight deadlines necessitated faster shipping. While air freight was significantly more expensive than sea freight, we developed an innovative solution: collaborating with a freight forwarder to consolidate our shipment with complementary goods from another client.
This approach required careful coordination to match our heavy but compact goods with lightweight but voluminous items. After persistent effort, we found the perfect consolidation opportunity. The result: the client paid only 15% more than sea freight costs but received their goods in just 5 days instead of the typical 30-day ocean transit time.
This case study exemplifies our philosophy at OPENEX:
With over 20 years of experience in metal fabrication and machining, OPENEX delivers exceptional value through professional expertise and dedicated service. This commitment to excellence explains why some of our customers have maintained partnerships with us since our establishment.
Ready to optimize your next metal fabrication project? Contact OPENEX today to discuss how our innovative approach can deliver superior results for your specific requirements.