Steel fabrication is the process of manufacturing machines or machine parts or structures from steel materials. The process includes slitting, cutting, bending, forming, welding, machining, and assembling to form the final products.
Steel fabrication projects Openex offered applied in many fields including Machinery, Rail Transit, Power/Energy, Boat/Bridge, Infrastructure, Oil/gas, Aerospace, etc. And the products can be anything such as metal parts, components, and assemblies involving single or combinative processes such as machining, metal fabrication, casting, forging, etc.
The benefit of Openex, a one-stop steel fabrication supplier, is the centralization of the steel fabrication processes that are required to be performed.

Steel fabrication plays a very important role in the petrochemical industry. Almost all equipment in the petrochemical industry is supplied by steel fabrication companies. Much equipment used in the petrochemical industry is made of structural steel, and all kinds of critical parts are manufactured by steel fabricators. Heat exchangers, pressure vessels, columns, dust collectors, air coolers, and air heaters are some of the applications of steel fabrication in the petrochemical industry.
– heat exchanger is a system used to transfer heat between two or more fluids.
– the vessels are used in process installation for gas, oil, oil refining, petrochemical, and other industries, including inflammable and hazardous media.
– columns are designed for oil processing.
– dust collectors are designed for natural gas cleaning of mechanical impurities and liquid at compressor stations of trunk gas lines.
– air coolers are designed for refrigeration of liquid and gaseous media heated in process cycle of different types of production.
– air heaters for gas turbine units of trunk gas line compressor stations are manufactured for replacement of plate type regenerators with expired service life.
We are one of the best fabrication companies in China, and we have word’s class advanced manufacture equipment including over 100 sets of cutting equipment, over 100 welding equipment, large gantry machining center, 20 sets floor milling & boring machine, 30 multi-hole drilling machine, 11 deep hole punching machine, 14 sets turn-milling machines.

In mid-July, the steel fabrication works for 40 million tons/year refining-chemical integration project of ZPC and 20 million tons/year refining-chemical integration project of HENGLI PETROCHEMICAL shipped smoothly as planned.
At the project of ZPC, there are 31 sets of carbon steel columns weighing about ten thousand tons, 33 sets of stainless steel composite board equipment weight 1680 tons, and 5 heat exchangers weight 70 tons, which value about 200 million RMB. At the project of HENGLI PETROCHEMICAL, there are 2 fractionating columns for H-OIL, and the column is with a diameter of 4100mm (6100mm at the end) and length of 62m, weight 190 tons. And the fractionating column is made from Monel 400 composite board, and the material of the inner parts is Monel 400.
We‘ve been working on offering steel fabrication and heavy machining service since we founded. In the past few years, we developed a lot in the manufacturing of petrochemical equipment, and in particular, a major breakthrough has been made in the general equipment of large-scale oil refining such as gas compressors, centrifugal compressors, heat exchanger, and so on. In the field of heavy or large petrochemical equipment (such as pressure vessels, columns, tank vessels, heat exchangers, etc.) manufacturing, we’ve recognized by a number of large chemical enterprises like Sinopec, Wanhua chemical, HENGLI Petrochemical, ZPC, Shenghong Group, Sasol, LLAG, etc.
Reach out to us to know more about our expertise in the area of steel fabrication and heavy machining.
The application of low-temperature pressure vessels refers to various industries, and it plays an irreplaceable role especially in the chemical industry.
Low-temperature pressure vessels are widely used for storing special substances whose storage condition has some particularity, thus the fabrication process of this kind of pressure vessel has stricter requirements. It must meet a higher professional standard whatever in choosing material or fabrication technology. The fragileness of metal increased a lot when at extremely low temperatures, which will increase the equipment failure rate. So it’s important to master the reasonable fabrication technology.

Brief intro of low-temperature pressure vessel
In general, a pressure vessel with a using temperature between -20℃ and -196℃ is known as a low-temperature pressure vessel. It is mostly used for storing chemicals with dangerousness like easily vaporized liquid nitrogen, liquefied natural gas (LNG), liquefied ethylene, etc. The working circumstance of a low-temperature pressure vessel will directly affect its performance. If the ambient temperature drops significantly and exceeds a certain standard parameter, the toughness of the vessel will be significantly reduced, which is mainly because the steel in the ductile state is gradually transformed into a brittle state under the influence of temperature changes. The sharp decline in toughness will not be directly shown on the vessel, and the vessel's appearance will not have significant plastic deformation, it is not easy to be found. Therefore, the embrittlement will make the pressure vessel a safety risk, and even cause serious accidents. So it’s very important to ensure the safety of the pressure vessel whatever in manufacturing or in use.
The Fabrication Process of Low-temperature Pressure Vessel
1 Selection of the material
The material selection is generally specified in design like material No, chemical component, mechanical property, low-temperature impact, and NRL all has the corresponding limits. Detailed requirements as follows:
1) The pressure parts of low-temperature pressure vessels use the killed steel, and the non-pressure parts usually use steel with good weldment and toughness. And the welding material for the joint of pressure parts and non-pressure parts should be the same as pressure parts.
2) General low-temperature steel is supplied at as-normalized conditions.
3) In the Charpy V test, the AKv of carbon steel and low alloy steel should at least meet the corresponding standard.
4) When the thickness of the low-temperature carbon steel plate or low alloy steel plate is greater than 20mm, the plates need to be tested by ultrasonic wave.
5) The welding material generally uses a low hydrogen electrode and re-test the diffused hydrogen content of the deposited metal.
2, Cold forming process
As we all know, the pressure vessel will have a high probability of brittle fracture when the temperature is very low. The main reason is the concentration of internal pressure, which is usually formed during the manufacturing process. In order to avoid embrittlement during the usage of pressure vessels, we should strictly control the cold forming process. In the cold forming process, reasonable control measures should combine the specific production environment and technical condition to avoid hardening of the vessel. During the cold forming process of a low-temperature pressure vessel, we should focus on the molding temperature (no lower than -15℃) and effectively control the actual deformation degree, and especially the straight edges and transition areas. The handling of the elliptical head should follow the standard operation, and we can soften it by heating or other treatment to efficiently avoid the toughness decreasing.
Welding of Pressure Vessel Fabrication
Welding is very important in the manufacturing of low-temperature pressure vessels. The final pressure vessel fabrication quality mostly depends on the welding quality. In case the welding quality problems bring undesirable effect to the whole fabrication quality, during the welding process of the low-temperature pressure vessel, effective measures should be taken according to the specific situation. Clean the joints and preheat around the welding area before welding can minimize weld hardening problems and hot & cold crack problems.
Heat Treatment of Pressure Vessel
Heat treatment used in pressure vessel fabrication mainly include improving mechanical performance heat treatment, post-weld heat treatment (PWHT).
For many potential problems of the pressure vessel are from metallurgical damage of the weld zone. So, improving mechanical performance heat treatment is not enough to prevent problems in the future operation process.
Purposes of PWHT:
1, Relief welding residual stress, improving the structure and property of the welding joints;
2, Relief weld toxic gases, especially hydrogen, to prevent delay crack;
3, improve the stress corrosion resistance;
4, stable the shape and dimensions of the pressure vessel, reduce distortion;
5, improve the properties of the welding area such as improving plasticity, reducing hardness, improving toughness and fatigue strength, recover or increase the yield strength decreased during the cold forming process.
Inspection of Pressure Vessel
The most used inspection method in our pressure vessel fabrication includes macrographic check (mainly used for checking various defects of the surface), NDT (Nondestructive test, mainly used for inspecting defects of raw materials and weld joints), physical-chemical testing (mainly used to check the chemical composition and mechanical properties of materials and weld joints), overall performance test (mainly used to check the strength and sealability of the whole pressure vessel).
Openex Mechanical Technology Ltd has been working on offering pressure large fabrication and heavy machining service since we founded. In the past few years, we developed a lot in the manufacturing of petrochemical equipment, and in particular, a major breakthrough has been made in the general equipment of large-scale oil refining such as gas compressors, centrifugal compressors, heat exchanger, and so on. In the field of heavy or large petrochemical equipment (such as pressure vessels, columns, tank vessels, heat exchangers, etc.) manufacturing, we’ve recognized by a number of large chemical enterprises like Sinopec, Wanhua chemical, HENG LI Petrochemical, ZPC, Shenghong Group, Sasol, LLAG, etc.
Reach out to us to know more about our expertise in the area of pressure vessel fabrication.
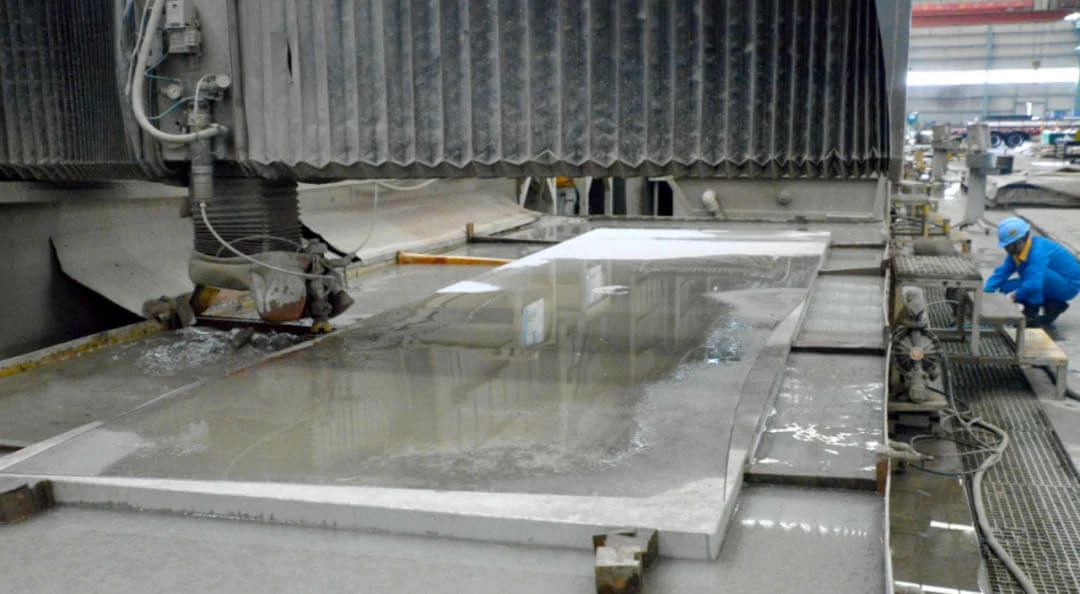
Waterjet (water-jet or liquid-jet) cutting is a nontraditional separation process to get a part size required. Under high pressure generated by an intensifier pump, water jet has the ability to erode not only plastic or wood, but also steel with very high hardness. To enhance the cutting capability, we usually add abrasive particles to the water and get a liquid mixture called abrasive jet, which is distinguished from pure waterjet cutting or water-only cutting.
Based on the working principle, waterjet cutting has advantages of no heat-affected zone (HAZ) and smooth cutting section area, and can be applied to nearly unlimited materials with a wide range of thickness. For example, laser cutting is not suitable for pure aluminum as it will reflect the light beam and has the potential to cause damage to the laser itself, but waterjet cutting has no problem for such a task.
According to its principle and characteristics, waterjet cutting especially suits heat-sensitive, delicate or very hard materials. The ultra-high pressure liquid jet, coming through the jewel orifce, can be used for not only cutting, but also shaping and reaming.
We can control the kerf or width by swapping parts in a nozzle or changing the type or size of abrasive. Usually, the attaining accuracy is 0.13mm (0.005 inches), and the repeatability is 0.025mm (0.001 inches). The distance between nozzle and workpiece surface, typical 3.2mm (0.125 in), is also very important, as it will affect the kerf size and removal rate.
As the liquid is focused into a cone-shaped beam, there will be a taper less than 1 degree at the workpiece edge after cutting. This can be reduced or eliminated by slowing down or tilting the jet. The edge quality is ranked from Q1, the roughest, to Q5, the finest.
The capability parameters of our waterjet cutting are as below.
Max. thickness: 200 mm
Max. width: 4010 mm
Max. length: 12000 mm
Obviously, waterjet cutting is not suitable for every case. The main drawback is low speed resulting in high cost. So, for thin metal sheets, and cost-sensative parts made by thick boards where smooth cutting surface is not mandatory, laser and flame cutting are better choices respectively.
As the most popular multi-axis waterjet, 5-axis means X, Y, Z axis plus A and C axis, which indicate that the nozzle can tilt an angle and rotate around Z axis. Besides normal waterjet cutter handling metal sheets or plates, we can also separate and remove material from 3D surface by 5-axis waterjet cutting, which is much costlier correspondly.
The 5-axis is useful for weld preparation, as we can bevel angle on all sides, or make taper compensation. We can also process complicated parts which already existed by our 5-axis cutter.
Some of the typical examples of waterjet cutting are introduced as below.
The steel sheet is used for decoration. As the thickness is 5mm but the narrowest edge is only 2.5mm, it is extremely difficult to hollow out the required pattern without the occuring of heat deformation.
The carbon steel plates, with thickness 22-40mm, should be assembled after cutting. So, we choose waterjet cutting, instead of flame cutting, which requires further machining after that.
Made of super dual-phase (or duplex) stainless steel (DSS), the bar used for electrostatic eliminator. In order to achieve good performance in eliminating static electricity, the triangle tips on two sides should be within accuracy 0.2mm. We succeeded in making it by controlling the speed of the waterjet cutter.
Our Sweden-imported WJS 5-axis waterjet cutter, with platforms of 4200mm×6700mm, makes it possible to cut a hole of 350mm in diameter on the cylindrical surface of a steel tube of 900mm in diameter, 2300mm in length and 2.8 tons in weight. As the cutting path is not a planar curve, we controlled the tilting and rotating of the cutter to achieve the challenging task.
The manufacturing cost for waterjet cutting is proportional to the path length of jet nozzle. So, we can roughly estimate the cost by the edge length of a workpiece. For thicker material, the cost is higher, but not in proportion. The cost rate for 5-axis waterjet cutting is much higher than that of a normal type.
For customers’ benefit, we can combine several different workpieces in one cutting job within the scope of our large platform, and reduce the scrap to minimal. This can reduce material consumed, thus decrease the total cost correspondly.
Of course, waterjet cutting is not always the best choice in many circumstances, as the manufacturing cost is usually higher than that of flame cutting, laser cutting or plasma cutting. But we should put the CNC machining which may be needed after cutting into consideration and get a conclusion, which makes the total cost lowest to a certain workpiece.
Besides waterjet cutting, if you want to know more about other cutting means we can provide, please refer to the articles below.
Flame Cutting or Torch Cutting
Laser Cutting or Fiber Cutting
Plasma Cutting
In our fab shop, we manufacture customized metal parts with a variey of materials, including abrasion-resistant steels. Here we give a brief introduction to the property, grades, manufacturing processes and typical applications of this type of material.
Abrasion-resistant steel, or wear-resistant steel, as the name implies, has good performance under circumstances of wearing or tearing, by comparison with normal carbon steel. But how are these properties achieved in the steel mills? Both the chemical composition and manufacturing processes play a key role.
Based on the low carbon steel, alloys are added for the sake of weather-resistant. In the meantime, in order to increase the hardness and toughness, additional carbon is required, although that’s a two-edge weapon which will reduce the strength to some extent.
From forged steel blocks or ingots to finished abrasion-resistant steel coils or plates, quenching and tempering are critical processes. As the grain structure is modified, we can get materials with increased toughness and formability, and less brittle. It’s important to make sure through-hardening instead of case-hardening or surface-hardening, during which the metal deeper beneath stays soft.
The grade numbers of abrasion-resistant steel vary from country to country and company to company. However, the number is usually controlled by a level of hardness, not a particular chemistry. Take the AR series as an example, following Brinell Hardness Number (BHN) which signifies the hardness level.
In many circumstances, we may observe grade numbers end with “F”, such as AR450F. The letter “F” means “formable“, indicating the material can be bent to some degree without cracking, and therefore, more costlier. But they are usually changeable to grade numbers without “F”.
In selecting abrasion-resistant steel for a certain product, the designers should take precise balance between brittleness and hardness. In many cases, grades AR450 and AR500 can be considered as “sweet spots”.
In China, the NM series, which means NaiMo and stands for high strength and abrasion-resistant steel in National Standard (GB/T 221-2008 and GB/T 17616-2013), is widely adopted, such as NM400, etc.
We have in stock abrasion-resistant steels of a wide range of grades, some of which are provided by famous steel mills such as Baowu Steel in China, others are imported from Japan, Sweden, France, Belgium, etc. Part of the material grades are listed as below, and the specification is 3.0-50 x 1250mm-3300mm x L.
Owing to the high strength and hardness, it’s a challenge to deal with abrasion-resistant steel in the recoiling and flattening processes. Equiped with advanced machines, such as Italy-imported NOVA CT20.0, FIMI, VIGANO, we have the ability to handle steel with yield strength up to 1300Mpa and tensile strength up to 1600Mpa. We relieve the residual stress completely and obtain steel sheets or plates with fine flatness.

Recoil and flattening for tempering-free abrasion-resistant steel
After that, the main processes are laser/plasma/flame cutting, press braking (bending), rolling and welding, which are all finished in our workshop. Because of its high yield strength, the bending process is mainly undertaken by our press brakes with tonnage up to 2000T and 3000T. Our experienced engineers and technicians make any metal parts or components on customers’ drawings come true.

Press braking for abrasion-resistant steel NM450TP used in special vehicle
Besides excellent hardness and wear resistance, corrosion and impact resistance are also the benefits of abrasion-resistant steel, which are becoming more and more popular in many different industries, including agriculture machines, engineering vehicles, road rollers, construction, marines, etc. The fabricated steel parts are used as dump liners, grates, buckets, hoppers or bins, construction attachments, vibratory drums, conveyors, truck side panels, body armor, ballistic plates, targets at shooting range, etc. Some typical cases are introduced as below.

Pipe cone for marine equipment. The material is Sweden-imported HARDOX 500, an abrasion-resistant steel of bendable and weldable, with nominal hardness of 500HBW. Despite its good processability and toughness, it’s very difficult to bend the steel plate more than 30 times and shape the pipe cone. We finished the task and reduced the deformation to the minimum.

Side panels (or lateral plates) for dump trucks or dumper lorries. The material is NM450TP.
Vibratory drums for road rollers or steamrollers. The material we choose is NM360-YJL, a special wear-resistant steel with strength up to 1100Mpa. It can replace the normal type carbon steel Q345 and greatly increase the lifespan of road rollers' vibratory drums.

Steel parts for mining equipment. The material is abrasion-resistant steel NM400.
ZEISS MMZ G and ZEISS ACCAUR II CMMs and Leica AT-901 escort for our large fabrication services
One of the essential workhorses for product verification is our coordinate measuring machine(CMM). We use it every day to qualify rapid prototypes and production parts that have complex geometries with tight tolerances. So what is CMM?
CMM (coordinate measuring machine) is an advanced measurement machine to measure complex and large components. CMM is a device for measuring the physical characteristics of an object. The machine is controlled by a computer or an operator. CMM consists of 3-axis namely X-axis, Y-axis, Z-axis. Measurement is done by the probe attached to the third moving axis.
CMM record X, Y, Z coordinates of the object and generate point which analysis by a regression algorithm. These points are collected by Probe via direct computer control.
ZEISS Industrial Metrology is a leader in CNC coordinate measuring machines – CMMs – and multidimensional metrology in the lab and on the production floor.
We Openex have many advanced CNC machining centers that increase efficiency and product quality. In order to ensure the quality of our metal fabrication services, we've introduced two ZEISS CMMs, MMZ G large bridge CMM and ACCURA II bridge CMM, and one laser tracker Leica AT901.
MMZ G
ZEISS MMZ G Large bridge meet the highest demands: they feature the largest measuring range of all measuring machines offered by ZEISS and offer you unparalleled accuracy. This makes the ZEISS MMZ G ideal for checking complex, extremely large workpieces, especially those with tight tolerances. The MMZ is capable of measuring massive parts including printing machines, wind turbines, aerospace, and has numerous uses in the mechanical engineering field.

ZEISS ACCURA bridge is covered with Foam Insulating Technology, a new type of high-performance insulation. The housing covers ensure maximum insulation and minimal thickness. This enables the operator to select a measuring lab temperature between 20℃ and 26℃. This guarantees the measuring accuracy and measuring stability. The CMM itself has a measuring area of 2000mm in "X", 3000mm in "Y", and 1500mm in "Z".

The Leica Absolute Tracker AT901 is a portable measurement system that relies on a laser beam to accurately measure and inspect in a spherical volume of up to 160 m (525 ft). AT901 can gather 3D coordinates in 3 ways: by following a small mirrored sphere, also known as a reflector; by tracking a Leica T-Probe, a hand-held “walk-around” wireless contact probe; or by tracking a Leica T-Scan, a contactless high-speed laser scanner. Which measurement method you should use will depend on your application. This is the laser tracker that sets the new benchmark for aerospace and other large scales precision measurements such as windmill blade inspection or industrial machinery alignment. The Leica AT901 can be used in numerous industries including Aerospace, Automotive, Power Generation, Defence, etc.

Our advanced measuring instruments and strict quality control could ensure better heavy machining services.
Openex Mechanical Technology Ltd custom fabricates a wide variety of trayed and packed Columns and Towers. Distillation, fractionation, stripping and absorbing equipment can be fabricated to meet strict customer Column requirements.

Openex has years of experience fabricating both large and small Column units including:
Rectifying Columns
Trayed Columns
Packed Columns
Distillation Columns
Disc & Stripper Columns
High Pressure Contractor Columns
Lethal Service Scrubber Columns
Openex is experienced working with a wide variety of materials, including stainless steels, duplex stainless, carbon steel, and a variety of nickel alloy steels including Hastelloy®, Inconel®, Monel® and clad materials. Using skilled fitters, certified welders and formal procedures ensures that fabricated units conform to customer specifications, required codes and accepted industry standards.
Openex has a long history custom fabricating Columns and Towers for a broad and diverse number of industrial processing market sectors including Ag Chem, Grain Processing, Oil Seed, Biofuels, Bioenergy, Biotechnology, Chemical, Petrochemical, Pulp & Paper, Petroleum, Power and Water.
Shipping Columns – Openex in house logistics support works directly with customer logistics personnel for planning, arranging and shipping of Columns on a timely, efficient and cost effective basis. Openex logistics will also work with engineering to ensure saddles, lift and tail lugs are designed into the finished unit to facilitate safe delivery. Openex has successfully coordinated and shipped Columns of up to 85 meters in length across the world.

Contact Openex
Call Us at +86 186 5928 0806 or contact us online for a Column or Tower quote. A Openex representative will ensure that you are connected with the right person to answer your questions and inquiries. Or, to learn more about Openex’s other products click on any of the following links:
Heavy Machining
Large Fabrication
Tube Sheet Machining
Pressure Vessels Fabrication
Equipment Fabrication
Machinery Fabrication
Openex has years of experience fabricating both large and small pressure vessels including:

Openex provides turnkey services from machining, fabrication, blasting, painting and delivery internal trays of columns & towers for our customers. The fabrication process is carried out under strict adherence to international standards. Openex successfully manufactured and delivered one of the world’s largest single piece process columns, the Propylene-Propane Splitter for a Propane Dehydrogenation Plant. Since then, Openex has manufactured and delivered many columns and towers of up to 13 m diameter with over 100 m length and weighing 1,000 T to many of its customers worldwide.
Openex’s strength is its ability to manufacture such large, heavy and long column & towers to any international codes and standards. Openex’s unique capability is to perform PWHT of columns and towers with no restriction in size under one single firing which is a rare feat. Openex also offers its customers a one stop centre to include installation of material trays and insulations if required.
Openex offers a variety of reactors for the Oil, Gas and Petrochemical industries. Some of these reactors are made of high grade steel such as Carbon Steel, Superduplex, Crome Molley, Incoloy and etc. Openex past records for reactors include but not limit the ones listed as following.
List of Reactors:
1. HDS Reactor
2. BGE Reactor
3. Catalystic Reactor
4. RFCC Reactor & Regenerator
5. Catofin Reactor
6. Loop Reactor
7. Sulphide Precipitation Primary Reactor
8. Third Shift & Methanation Reactor
9. NHT Reactor
10. Diolefin Reactor
11. EO Reactor
12. Secondary & Primary Reactor
13. HDT Reactor Effluent Stripper
14. Acetylene Reactor
15. Claus Reactors
16. Desulphurization Reactor
17. Hydrogenation Reactor
18. CCR Platforming Reactor
19. Multistage Reactor
20. Tubular Reactor
21. EOEG Reactor
Openex manufactures separators for oil & gas industries. A separator for petroleum production is a large drum designed to separate production fluids into their constituent components of oil, gas and water. Openex's separators work on the principle that the three components have different densities, which allows them to stratify when moving slowly with gas on top, water on the bottom and oil in the middle. Any solids such as sand will also settle in the bottom of the separator.
Gas can be removed from the top of the drum by virtue of being gas. Oil and water are separated at the end of the separator, which is set at a height close to the oil-water contact, allowing oil to spill over onto the other side, while trapping water on the near side.
Openex has deep understanding on the mechanical and thermodynamics engineering expertise for this product. Steam drums are a regular feature in many boiler systems. The steam drum provides a space for the saturated steam generated in the tubes and for the separation of moisture from the steam. It is a reservoir of water/steam at the top end of the water tubes in the water-tube boiler. Steam drums store the steam generated in the water tubes and act as a phase separator for the steam/water mixture.
Jacketed vessels are pressure vessel with a second pressure container ( the jacket ) applied generally to the outside of the pressure vessel shell itself, to either provide cooling or heating to the vessel contents. Openex manufactures jacketed vessels using dimple jacket walls technology instead of the more conventional half-pipe, coil and double wall configurations. This allows to use less weight, to have a better heat transfer efficiency, to withstand large temperature differences and to follow different shapes of the pressure vessel shell. For these reasons Openex jacketed vessels are recommended for critical applications.
Cryogenic vessels are tanks designed to keep an internal temperature lower than -73.3°C (-100°F). These vessels may be used to store a variety of fluids such as oxygen, argon, nitrogen, and helium or as high vacuum (HV) or ultra high vacuum (UHV) chambers for testing and research purposes. Openex manufactures a number of different cryogenic vessels made from stainless steel or special materials such as hastelloy and aluminium and based on the application of the dimple –jacket wall technology.
This product is widely used especially where dissolved oxygen is available after a process, where it is absolutely necessary to remove the dissolved oxygen and to protect the inner part of equipment from severe corrosion. Openex manufactures deaerators for a wide spectrum of application, in accordance to specification provided by clients.
Openex is very experienced in the design & fabrication of autoclaves for the minerals processing industries. We have supplied equipment from solid duplex stainless steals through to titatium clad vessels.
Contact Openex
Call Us at +86 186 5928 0806 or contact us online for a Column or Tower quote. A Openex representative will ensure that you are connected with the right person to answer your questions and inquiries. Or, to learn more about Openex’s other products click on any of the following links:
Heavy Machining
Large Fabrication
Tube Sheet Machining
Pressure Vessels Fabrication
Equipment Fabrication
Machinery Fabrication

The machining of Heavy components presents several challenges when compared to the fabrication of smaller, lighter components. Namely, oversized parts oftentimes must be moved quickly between tools or locations. Machining parts that are too heavy, large, or bulky to be easily moved by a single human being requires specialized equipment. Heavy components may also be too large to readily fit into the work zones of most common CNC machine tools.
Heavy component machining may require extra steps or possess additional factors that need to be taken into account, magnified, or multiplied in order to get the job done effectively. Some of these include:
Accuracy
Factors that typically influence machining accuracy in a negative way are magnified when parts are larger. This means that careful consideration needs to be placed on monitoring and countering these factors. Temperature is one of the more notable and significant examples of this. The process for machining massive parts generates larger amounts of heat, so users must compensate for this heat to maintain integrity of the final part.
Stress
Material stress is yet another factor that’s frequently overlooked when smaller parts are being fabricated. Workpieces of a conventional size often leave some room for error here, but Heavy components do not. Stress-related distortions must be located and fixed promptly in order to keep them from negatively impacting finishing accuracy.
Tooling
In the case of large five-axis machine spindles, the range of rotary-axis travel is essential. Machining Heavy components quickly means that the tooling range must account for the size of the design to ensure that time is not lost per part. Spindles that can reach all holes on a part at once make for faster work.
Tolerances
As these parts have a larger surface area, additional quality checks may be required to ensure that parts are being fabricated with reliable repeatability. Performing semi-finish passes and setting aside the time to measure between them before taking one or more finishing passes can be key to achieving strict tolerances.
Heavy component machining offers a range of unique challenges. When implementing new processes, keep the following three obstacles in mind:
1. Implementing Large Manufacturing is a Tough Process
Implementing Heavy component machining capabilities can be a stressful process. Investments in equipment capable of machining larger parts involves a certain amount of risk. Staff will require additional training on the new equipment to successfully fabricate oversized parts, which may cause some internal frustration or pushback from the workforce.
2. Buying in at the Shop-Floor Level
The individuals who will be doing the legwork behind large manufacturing need to be invested in the process. Any shop relies on the experience and abilities of its workforce to drive success. Without support at the ground level, new Heavy component initiatives will suffer.
3. Don’t End Experiments Prematurely
It takes more time than many professionals may expect to fine-tune a Heavy component manufacturing process and get it right. Stumbling along the way and needing to adjust your process is normal, but not everybody has an easy time coming to terms with this. It’s easy to think your process is broken or ineffective when it’s in its infancy, and this is how many larger projects fail.
For more information about our Heavy component machining capabilities, or if you’re interested in what Heavy component machining could mean for your organization, please contact us or email us at bell@openex.com.cn.

Before consideration can be given to the construction of individual wind turbines, manufacturers must determine a proper area for the siting of wind farms. Winds must be consistent, and their speed must be regularly over 15.5 miles per hour (25 kilometers per hour). If the winds are stronger during certain seasons, it is preferred that they be greatest during periods of maximum electricity use. In California's Altamont Pass, for instance, site of the world's largest wind farm, wind speed peaks in the summer when demand is high. In some areas of New England where wind farms are being considered, winds are strongest in the winter, when the need for heating increases the consumption of electrical power. Wind farms work best in open areas of slightly rolling land surrounded by mountains. These areas are preferred because the wind turbines can be placed on ridges and remain unobstructed by trees and buildings, and the mountains concentrate the air flow, creating a natural wind tunnel of stronger, faster winds. Wind farms must also be placed near utility lines to facilitate the transfer of the electricity to the local power plant.
1 Wherever a wind farm is to be built, the roads are cut to make way for transporting parts. At each wind turbine location, the land is graded and the pad area is leveled. A concrete foundation is then laid into the ground, followed by the installation of the underground cables. These cables connect the wind turbines to each other in series, and also connect all of them to the remote control center, where the wind farm is monitored and the electricity is sent to the power company.
Erecting the tower
2 Although the tower's steel parts are manufactured off site in a factory, they are usually assembled on site. The parts are bolted together before erection, and the tower is kept horizontal until placement. A crane lifts the tower into position, all bolts are tightened, and stability is tested upon completion.
nacelle
3 The fiberglass nacelle, like the tower, is manufactured off site in a factory. Unlike the tower, however, it is also put together in the factory. Its inner workings—main drive shaft, gearbox, and blade pitch and yaw controls—are assembled and then mounted onto a base frame. The nacelle is then bolted around the equipment. At the site, the nacelle is lifted onto the completed tower and bolted into place.
The nacelle is a strong, hollow shell that contains the inner workings of the wind turbine, such as the main drive shaft and the gearbox. It also contains the blade pitch control, a hydraulic system that controls the angle of the blades, and the yaw drive, which controls the position of the turbine relative to the wind. A typical nacelle for a current turbine weighs approximately 22,000 pounds.
4 Aluminum blades are created by bolting sheets of aluminum together, while wooden blades are carved to form an aerodynamic propeller similar in cross-section to an airplane wing.
5 By far the greatest number of blades, however, are formed from fiberglass. The manufacture of fiberglass is a painstaking operation. First, a mold that is in two halves like a clam shell, yet shaped like a blade, is prepared. Next, a fiberglass-resin composite mixture is applied to the inner surfaces of the mold, which is then closed. The fiberglass mixture must then dry for several hours; while it does, an air-filled bladder within the mold helps the blade keep its shape. After the fiberglass is dry, the mold is then opened and the bladder is removed. Final preparation of the blade involves cleaning, sanding, sealing the two halves, and painting.
6 The blades are usually bolted onto the nacelle after it has been placed onto the tower. Because assembly is easier to accomplish on the ground, occasionally a three-pronged blade has two blades bolted onto the nacelle before it is lifted, and the third blade is bolted on after the nacelle is in place.
The utility box for each wind turbine and the electrical communication system for the wind farm is installed simultaneously with the placement of the nacelle and blades. Cables run from the nacelle to the utility box and from the utility box to the remote control center.
7 The utility box for each wind turbine and the electrical communication system for the wind farm is installed simultaneously with the placement of the nacelle and blades. Cables run from the nacelle to the utility box and from the utility box to the remote control center.
Quality Control
Unlike most manufacturing processes, production of wind turbines involves very little concern with quality control. Because mass production of wind turbines is fairly new, no standards have been set. Efforts are now being made in this area on the part of both the government and manufacturers.
While wind turbines on duty are counted on to work 90 percent of the time, many structural flaws are still encountered, particularly with the blades. Cracks sometimes appear soon after manufacture. Mechanical failure because of alignment and assembly errors is common. Electrical sensors frequently fail because of power surges. Non-hydraulic brakes tend to be reliable, but hydraulic braking systems often cause problems. Plans are being developed to use existing technology to solve these difficulties.
Wind turbines do have regular maintenance schedules in order to minimize failure. Every three months they undergo inspection, and every six months a major maintenance checkup is scheduled. This usually involves lubricating the moving parts and checking the oil level in the gearbox. It is also possible for a worker to test the electrical system on site and note any problems with the generator or hookups.
Our modern 120,000 square meters fabrication facility is equipped with the most equipment. With years of wind power experience, we have been trusted by many customers. Deploying industry knowledge, we manufactured a couple of hubs and other parts of wind turbines for the most demanding application with unsurpassed quality and dependability.
Our focus is on the most challenging jobs. High-end, reliable facilities, and skilled workers have enabled the company to specialize in heavy machining of exceptional characteristics.
OUR RANGE OF EXPERIENCE INCLUDES hub, blades, and other large internal rotating components as well as the main structural frame for the up tower assembly.
If your company is in the wind power industry and you would like more information or want to get an estimate or quote for custom metal fabrication services, Call +86 186 5928 0806 or email Bell@openex.com.cn.
Reference data:
http://www.madehow.com/

[Specialty services] -- Heavy Fabrication Services for Power Generation
Openex is a custom steel fabrication specialist for companies in the power generation industry. We have earned an excellent reputation with companies that use natural gas, nuclear, coal and renewable energy electricity for power generation because of the quality of the steel and alloy products that we design, engineer and build.
We understand that high quality workmanship, meeting delivery schedules and value are important to our power generation industry clients. Our metalworking experience, custom industrial equipment fabrication services, specialized equipment, heavy steel fabrication capabilities, and ASME code pressure vessel design, engineering and manufacturing services are just a few of the reasons why power generation operations and power generation equipment manufacturing companies rely on Openex to complete their steel fabrication projects or pressure vessel construction projects on time.
If your company is in the power generation industry and you would like more information or want to get an estimate or quote for large fabrication services or ASME code pressure vessel manufacturing services, call +86 186 5928 0806 and ask for a Sales Engineer or email info@www.cncmetalworking.com.
Key steel fabrication services that we perform for power generation operations and equipment manufacturing firms include cutting, plate bending, mechanical engineering, manufacturing of wear resistant components, ASME pressure vessel fabrication, heat exchanger construction, plate rolling, press braking, metal forming, cold forming, hot forming, steel plate fabrication, welding, heat treating and plate straightening.
Openex has become a valued supplier of metal fabrication services, custom designed tanks and custom built ASME code pressure vessels for power generation companies throughout the world.
Openex processes a variety of materials for the power generation industry including stainless steel, carbon steel, carbon alloy, nickel alloy, aluminum, copper, brass, heat resistant alloys, corrosion resistant alloys, abrasion resistant alloys, non-ferrous steel and chrome carbide overlay plates.
We provide power generation plants and facilities, along with power generation equipment manufacturers and other firms in the electric power industry with custom heavy steel manufacturing, metal fabricating, stainless steel fabrications, flame cut steel parts, ASME pressure vessel code (BPVC) construction services, custom equipment and custom component solutions. The quality standards of our close tolerance steel and alloy ASME code fabrications are the highest in the power generation industry.
Our engineers and fabricators can work from drawings supplied by a power generation facility, an equipment manufacturer or engineering firm. We can also provide design and engineering services to build the parts, components or equipment that meet your specific fabricating requirements. We use a variety of techniques and equipment to complete projects for the power generation industry including laser and plasma cutting, heat treating, heavy plate rolling and welding, long press brake forming, contour beveling and hot and cold forming.
The steel fabrications and components we produce are used in power generation operations throughout the world.
For more information about the services that we provide to power generation businesses, please click on one of the following links; Press Brake Forming and Bending, Custom Fabrication Services, CAD Drawings and Material Selection, Component and Pressure Vessel Repair Services, Welding and Weld Repair, Heat Treating, Stress Relieving, Normalizing and Annealing, Plate Burning, Shearing, and Beveling, ASME Pressure Vessel Code (BPVC) Construction, Plate Flattening, Straightening and Cutting, Plate/Component Blasting and Painting, Testing, Inspection and Metallurgical Services and Machining.
To get an estimate for custom large fabrication services or ASME code pressure vessel fabrication services for your power or electric power generation operation or equipment manufacturing company, to submit a design or CAD drawing, request a quote or submit an RFQ, ask a sales engineer a question, discuss your current project, place a fabrication order or to schedule a tour of our facilities, please call +86 186 5928 0806 and ask for a Sales Engineer or email info@www.cncmetalworking.com.